





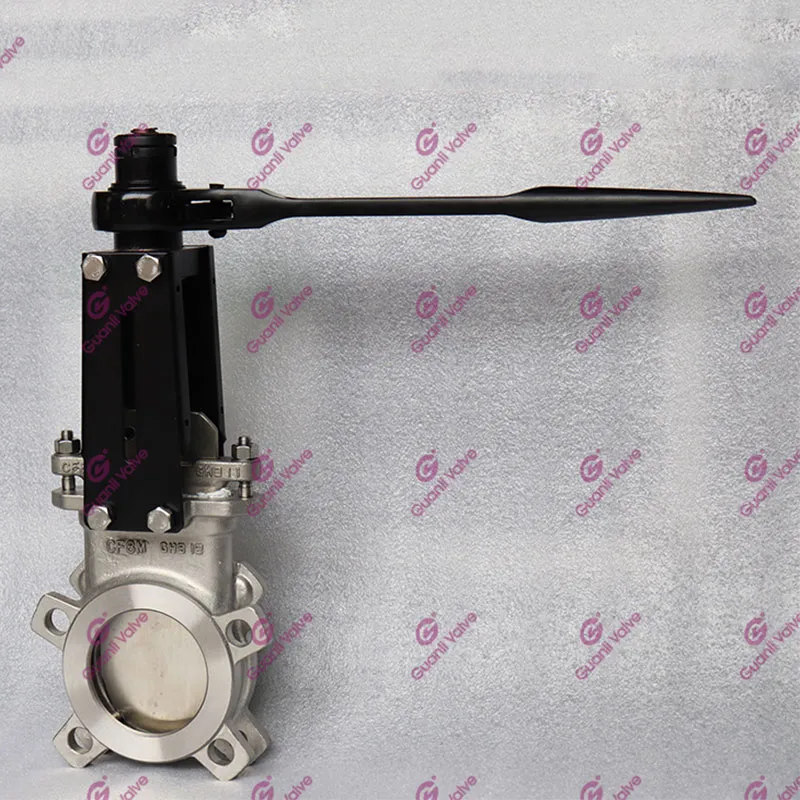
KGD Шламовая ножевая задвижка
Когда слышишь ?KGD шламовая ножевая задвижка?, первое, что приходит в голову — это, наверное, просто ещё один тип ножевой задвижки для шлама. Но тут есть нюанс, который многие упускают, особенно те, кто выбирает оборудование только по каталогам. Часто думают, что раз это ножевая задвижка и предназначена для шлама, то она вся примерно одинаковая: главное — давление и диаметр. А на деле, именно в аббревиатуре ?KGD? и в деталях исполнения кроется разница между тем, что просто поставили на линию, и тем, что работает годами без простоев на ремонт. Сам сталкивался с ситуациями, когда задвижку брали ?похожую?, а потом мучались с подтеканиями по штоку или заклиниванием в полузакрытом положении после пары месяцев работы с густой пульпой.
Конструкция KGD: не просто нож, а система
Если взять конкретно KGD-исполнение, то здесь ключевое — это конструкция узла уплотнения и направляющих. В стандартных ножевых задвижках для шлама часто делают упор на самом ноже, считая, что он, как гильотина, всё перережет. Но абразивная среда работает по-другому. Частицы попадают в зазоры, начинают истирать направляющие втулки и сальниковый узел. В KGD, по моим наблюдениям, этому уделено больше внимания. Например, часто используется комбинированное уплотнение штока — не просто сальниковая набивка, а набор из нескольких колец разной твердости, плюс иногда идёт защитная втулка, отводящая поток среды от штока.
Ещё один момент — материал самого ножа. В спецификациях часто пишут ?износостойкая сталь?, но это ничего не значит. В шламах могут быть и твёрдые частицы, и коррозионные компоненты. Для KGD от того же ООО Чжэцзян Гуаньли Клапан, например, я видел варианты с ножами из 13% хромистой стали с дополнительным наплавлением твердым сплавом на кромку. Это не просто маркетинг — после полугода работы на линии с золошлаковой смесью на ТЭЦ задвижка с таким ножом показала износ на 20-30% меньше, чем у аналога с обычным легированным ножом. Разница в цене окупилась отсутствием остановки на замену.
Но и это не панацея. Конструкция — это хорошо, но без правильной установки и обвязки всё летит в тартарары. Как-то раз на одном из объектов поставили KGD задвижку на вертикальный участок трубопровода, идущий вниз под углом. И забыли про дренажный клапан после неё. В результате при закрытии в ?кармане? перед задвижкой скапливался осадок, который давил на нож и клинил его. Пришлось переделывать обвязку, ставить спускник. Так что сама по себе задвижка, даже удачная, — лишь часть системы.
Опыт применения в реальных условиях: от целлюлозы до хвостов
Говорить об оборудовании в отрыве от среды — бесполезно. KGD шламовую задвижку мы применяли на разных участках. Один из показательных случаев — линия сброса обогатительных хвостов. Среда — вода с большим количеством мелкодисперсного твёрдого, плюс реагенты, pH плавал. Ставили несколько задвижек разных производителей на параллельные ветки для сравнения. KGD-модель от Гуаньли Клапан выделялась тем, что на ней дольше не требовалась подтяжка сальникового уплотнения. Видимо, сказывалась именно многоступенчатая система уплотнения штока, о которой я говорил.
А вот на линии подачи известковой суспензии (известковое молоко) был другой опыт. Среда абразивная, но ещё и склонная к отложению и слёживанию. Здесь критичным оказался не столько нож, сколько конфигурация корпуса. У некоторых задвижек в нижней части корпуса есть ?мёртвая зона?, где накапливается осадок, который потом мешает полному закрытию. В удачных исполнениях KGD профиль корпуса более вытянутый, плавный, без резких уступов. Это уменьшает зону застоя. На сайте ООО Чжэцзян Гуаньли Клапан (guanlivalve.ru) в описании их ножевых задвижек для шлама это отмечено как ?оптимизированный проточный канал? — и это не пустые слова, на практике это работает.
Был и негативный опыт, правда, не конкретно с их продукцией, а в целом с классом оборудования. На старой линии, где стояли простые задвижки, попытались поставить ножевую KGD-типа, но не учли вибрацию от работающего рядом насоса. Вибрация передавалась на шток, и в месте выхода штока из сальниковой коробки началось быстрое истирание уплотнения, появилась течь. Пришлось ставить демпфирующие прокладки под фланцы и пересматривать крепление трубопровода. Вывод: даже самая продвинутая задвижка — не волшебная палочка, монтажный контекст решает очень многое.
Выбор и спецификация: на что смотреть помимо ценника
Когда сейчас подбираю задвижку, например, для проекта, уже не ограничиваюсь таблицей DN и PN. С KGD шламовыми задвижками есть ряд пунктов, которые надо выяснять у производителя или поставщика в первую очередь. Первое — это тип привода и его согласование с моментом трения. Для шламов, особенно густых, момент закрытия/открытия может быть в разы выше, чем для воды. Если поставить слабый электропривод, он будет срабатывать по перегрузке или, что хуже, ?сжечь? редуктор. У ООО Чжэцзян Гуаньли Клапан в комплектациях часто идёт расчёт и подбор привода под конкретную среду — это хороший признак.
Второе — это материал уплотнительных поверхностей. Резина EPDM или NBR — это стандарт, но для агрессивных шламов может потребоваться Viton или даже полиуретан. И важно, чтобы эти уплотнения были легкосъемными для замены, а не впрессованы намертво в корпус. В некоторых моделях KGD это реализовано через съёмные седловые кольца — очень удобно для обслуживания.
И третье, о чём часто забывают, — это наличие и тип присоединения. Фланцевые — это классика, но бывают ситуации, когда нужны под приварку или, например, с патрубками для промывки. На том же guanlivalve.ru видно, что ассортимент включает разные варианты, вплоть задвижек с проходным каналом (GKT), что для некоторых технологических линий критически важно для предотвращения засоров. Выбор есть, и его нужно делать осознанно, а не брать первое, что подошло по диаметру.
Обслуживание и долговечность: мифы и реальность
Часто продавцы говорят: ?Поставил и забыл?. С ножевыми задвижками для шлама это не работает в принципе. Любая, даже самая качественная KGD задвижка требует внимания. Но разница в том, как часто это внимание нужно. По своему опыту скажу, что правильная задвижка на правильно подобранной среде требует лишь периодического контроля (раз в квартал-полгода) за состоянием сальникового уплотнения и смазки штока. А вот дешёвые аналоги могут требовать подтяжки сальника чуть ли не каждую неделю.
Ключевая точка обслуживания — это замена уплотнений. Если конструкция продумана, как у тех же задвижек от Гуаньли, то эту операцию можно провести силами цехового персонала, не снимая корпус с линии. Это огромный плюс, так как простои минимальны. Помню случай на целлюлозно-бумажном комбинате, где из-за необходимости демонтировать целиком корпус задвижки для замены кольца останавливали линию на целые сутки. Убытки были несопоставимы со стоимостью самой арматуры.
Долговечность же определяется в первую очередь не временем, а наработкой в циклах ?открыто-закрыто? в конкретной среде. Поэтому при выборе стоит запрашивать не просто гарантию 2 года, а данные испытаний на ресурс (количество циклов) для среды, близкой к вашей. Некоторые ответственные производители, и в их числе, судя по описанию, ООО Чжэцзян Гуаньли Клапан, такие данные предоставляют. Это куда ценнее общих фраз о ?высокой надёжности?.
Вместо заключения: мысль вслух о будущем таких решений
Смотря на то, как развиваются технологии, думается, что за KGD шламовыми задвижками — будущее на многих сложных участках. Но эволюция идёт не в сторону ещё более ?супер-прочных? материалов (хотя и это важно), а в сторону ?интеллектуализации? и облегчения обслуживания. Уже сейчас появляются модели с датчиками положения и износа, с возможностью дистанционного контроля состояния сальникового узла. Это следующий шаг.
Для таких компаний, как ООО Чжэцзян Гуаньли Клапан, вызов, на мой взгляд, в том, чтобы не просто делать надёжную механику (что они, судя по продуктам вроде двунаправленной или однонаправленной ножевой задвижки, сегментных шаровых кранов, уже умеют), но и интегрировать эту механику в современные системы управления технологическими процессами. Чтобы задвижка стала не просто железкой в линии, а источником данных для предиктивного обслуживания.
А пока что, возвращаясь к началу, при выборе KGD шламовой ножевой задвижки главное — это детали. Не аббревиатура, а то, что за ней стоит: продуманность конструкции под реальные, а не идеальные условия, доступность для ремонта и честные данные от производителя. И, конечно, понимание того, что даже лучшая арматура — это всего лишь элемент системы, который должен быть правильно в неё вписан. Всё остальное — от лукавого.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Ножевая задвижка GKA
Ножевая задвижка GKA -
 Ножевая задвижка с крышкой
Ножевая задвижка с крышкой -
 Сегментный V-образный шаровой клапан высокого давления
Сегментный V-образный шаровой клапан высокого давления -
 Ножевые задвижки GKG HP
Ножевые задвижки GKG HP -
 Однонаправленная ножевая задвижка GKO
Однонаправленная ножевая задвижка GKO -
 Двусторонная ножевая задвижка GKJ HP
Двусторонная ножевая задвижка GKJ HP -
 Ножевая задвижка GKW
Ножевая задвижка GKW -
 Ножевая задвижка GKU75
Ножевая задвижка GKU75 -
 Однонаправленная ножевая задвижка GKU73
Однонаправленная ножевая задвижка GKU73 -
 GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН С РЕЕЧНО-ШИННЫМ ПРИВОДОМ
GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН С РЕЕЧНО-ШИННЫМ ПРИВОДОМ -
 СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН
СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН -
 Ножевая задвижка GKS
Ножевая задвижка GKS
Связанный поиск
Связанный поиск- isogate задвижки
- шаровой клапан сегментного типа с фланцевым соединением
- Ножевой затвор с ручным управлением
- Ножевая задвижка JT
- фланцевый сегментный шаровой клапан
- завод по производству сегментных шаровых клапанов
- задвижка ножевая шиберная с невыдвижным штоком
- задвижка шиберная с пневмоприводом
- Ножевая задвижка VG
- Ножевая задвижка без крышки