





ножевая задвижка 250
Когда слышишь ?ножевая задвижка 250?, первое, что приходит в голову — это, конечно, условный проход. Думаешь, ну ДУ250, всё понятно. Но вот тут и кроется первый подводный камень, о котором многие забывают, особенно те, кто только начинает работать с такими затворами. Цифра 250 — это не просто размер, это целый набор требований к давлению, материалу уплотнений, типу привода и, что самое главное, к сфере применения. Часто вижу, как заказчики, особенно на старых предприятиях, заказывают ?двести пятидесятку? по инерции, потому что так всегда было, не вдаваясь в детали среды. А потом удивляются, почему задвижка клинит на шламовых линиях или почему сальниковое уплотнение не держит после полугода работы с абразивом. Сам через это проходил, когда лет десять назад мы ставили стандартные ножевые задвижки на участок с циркулирующей пульпой — результат был плачевный, пришлось переделывать узлы и менять модель на специализированную, для шлама.
ДУ250 — это не только диаметр, это история о нагрузках
Итак, возьмём конкретно ножевую задвижку на 250 мм. Если речь идёт о стандартных трубопроводах для воды или воздуха, то тут, в принципе, проблем мало. Основные игроки предлагают более-менее схожие решения. Но как только среда меняется — появляются взвеси, волокна, повышенная температура или агрессивная химия, вот тут и начинается самое интересное. Ключевой момент, который многие упускают из виду при выборе ножевая задвижка 250 — это конструкция клина и седла. Вариант с цельнометаллическим клином и таким же седлом хорош для чистой среды, но для чего-то более сложного он быстро выйдет из строя. Нужен либо эластомерный уплотнитель на клине, либо, что надёжнее на мой взгляд, система уплотнения ?металл по металлу? с особыми покрытиями. Но и это не панацея.
Помню один проект на целлюлозно-бумажном комбинате. Там как раз стояла задача перекрывать поток с волокнистыми включениями. Ставили задвижки с обычным уплотнением — заклинивало на раз-два. Потом перешли на модели с так называемым ?ножевым? клином особой формы, который фактически разрезает включения при закрытии. Это была уже продукция от ООО Чжэцзян Гуаньли Клапан, а именно их GKT Ножовые задвижки с проходным каналом. Разница была ощутимой. Конструкция проходного канала в корпусе снижала турбулентность и риск застревания отложений. Это тот случай, когда производитель явно думал о реальных условиях, а не просто штамповал стандартные изделия.
Ещё один нюанс для ДУ250 — это управление. Ручной маховик на такой задвижке — это уже история. В современных условиях почти всегда требуется привод, пневмо- или электропривод. И вот здесь важно смотреть на паспортный крутящий момент задвижки и подбирать привод с запасом. Особенно если работа идёт в циклическом режиме или с неидеальной средой. Недооценка этого момента приводит к тому, что привод работает на пределе, перегревается и выходит из строя. Лучше один раз правильно рассчитать и взять с запасом в 20-25%, чем потом менять сгоревшие моторы.
Двунаправленная или однонаправленная? Вопрос не праздный
В каталогах, например, на сайте guanlivalve.ru, чётко разделяют Двунаправленная ножевая задвижка и Однонаправленная ножевая задвижка. И это не маркетинг, а принципиальная разница. Однонаправленные — они для чётко определённого направления потока. Уплотнение рассчитано на давление с одной стороны. Если по ошибке смонтировать наоборот или если в системе возможно изменение направления (скажем, при переключении насосов), то герметичность будет нарушена. Видел такие косяки на тепловых сетях при реконструкции.
Двунаправленные — универсальнее, но и дороже. Их логично ставить там, где направление потока может меняться или есть вероятность гидроудара с обратной стороны. Например, на магистральных перемычках или на выходах резервных насосов. Для той же ножевая задвижка 250 в системах водоподготовки, где возможен обратный поток при промывке фильтров, я бы однозначно рекомендовал двунаправленный вариант. Да, переплата есть, но она страхует от аварийной ситуации. Компания ООО Чжэцзян Гуаньли Клапан в своей линейке предлагает оба типа, что правильно, потому что даёт инженеру выбор исходя из задачи, а не заставляет покупать то, что есть.
А вот с ножевыми задвижками для шлама (Ножевая задвижка для шлама) история отдельная. Тут, как правило, конструкция изначально подразумевает работу в тяжёлых условиях, и вопрос направления часто решается за счёт усиленной конструкции клина и седла. Но и здесь нужно смотреть спецификацию. Некоторые модели всё же имеют предпочтительное направление для более долгого ресурса уплотнения.
Материалы: от чугуна до нержавейки и закалённых сплавов
Корпус ДУ250 — это чаще всего чугун (GG25, EN-JL1040) или сталь (WCB). Для агрессивных сред — нержавейка (CF8, CF8M). Казалось бы, всё просто. Но дьявол в деталях. Например, для ножевых задвижек, работающих с морской водой или химически активными стоками, материал клина и седла критически важен. Чугун с никелевым покрытием может подойти для слабоагрессивных сред, но для чего-то серьёзнее нужна полноценная нержавеющая сталь или даже сплавы с дополнительной закалкой рабочей кромки.
У того же ООО Чжэцзян Гуаньли Клапан в ассортименте есть Ножевая задвижка с крышкой. И вот здесь важно смотреть, из чего сделана эта самая крышка. Если это просто крышка для доступа к сальнику — одно дело. Но если это силовая крышка, воспринимающая нагрузку от среды, то её материал и толщина должны соответствовать давлению. На больших диаметрах, том же 250 мм, это особенно актуально. Встречал ситуации, когда на замену ставили задвижку с более тонкой крышкой, чем была в оригинале, мотивируя тем, что давление в системе низкое. Но не учли возможность гидроудара. В итоге — течь по фланцу крышки.
Отдельная тема — уплотнительные элементы. EPDM, NBR, Viton... Выбор зависит от температуры и химического состава среды. Для горячей воды (до 120°C) EPDM может не подойти, нужен, например, Viton. Но Viton не любит некоторые растворители. Всё это нужно запрашивать у производителя в виде таблиц совместимости. Универсального решения нет.
Монтаж и обслуживание: где чаще всего ошибаются
Казалось бы, что сложного: поставил между фланцами, стянул шпильками, подключил привод. Но с ножевая задвижка 250 есть свои тонкости. Первое — выравнивание. Если трубопровод имеет остаточное напряжение или фланцы не параллельны, при затяжке создаётся изгибающий момент на корпус задвижки. Это может привести к заклиниванию клина или нарушению герметичности ещё на этапе пусконаладки. Всегда нужно использовать динамометрический ключ и затягивать крест-накрест, контролируя зазор.
Второе — пространство для монтажа привода. Часто проектировщики, указывая габариты задвижки, забывают про габариты привода и его рычага. В итоге монтажникам приходится изгаляться, а иногда и вовсе отказываться от защитного кожуха или делать нештатное подключение. Перед заказом нужно обязательно запрашивать габаритные чертежи с приводом.
Третье, и самое важное для долгой службы — это обкатка и первое техническое обслуживание. После монтажа нужно несколько раз полностью открыть и закрыть задвижку, желательно под рабочим давлением, чтобы притереть уплотнительные поверхности. А через первые 200-300 циклов (или через 3-6 месяцев эксплуатации) обязательно проверить затяжку сальникового уплотнения и болтов фланцев крышки. Из-за температурных расширений они могут ослабнуть. Многие этого не делают, а потом удивляются, почему начала подтекать.
Вместо заключения: на что смотреть при выборе сегодня
Итак, если резюмировать мой опыт по работе с затворами на 250 мм, то выбор сегодня — это не просто поиск по каталогу и сравнение цены. Цена важна, но она должна быть последним критерием. Первое — это чёткое понимание технологического процесса: что за среда, какое давление (пиковое в том числе), температура, цикличность работы, наличие абразива или волокон. Второе — это доверие к производителю. Не к бренду вообще, а именно к его компетенции в конкретном типе продукции.
Смотрю сейчас на предложения, например, от ООО Чжэцзян Гуаньли Клапан. Видно, что они специализируются именно на клапанной технике, и в их линейке есть как стандартные Задвижка ножевая, так и узкоспециализированные решения вроде сегментных шаровых кранов или тех же шламовых затворов. Это говорит о том, что они, вероятно, глубже понимают нюансы применения, чем универсальные торговые дома. Для ответственного проекта я бы запросил у них техдокументацию, попросил бы ссылки на реализованные объекты с похожими условиями работы.
И последнее. Не стоит гнаться за ?самой надёжной? задвижкой для всех участков. Иногда на боковых ответвлениях, где перекрытие происходит раз в полгода, можно поставить и более простую модель. А на магистрали, где отказ приведёт к остановке цеха, — уже что-то посерьёзнее, возможно, с дублирующим приводом или системой мониторинга положения. Всё упирается в анализ рисков и стоимость простоя. Ножевая задвижка 250 — это не просто кусок металла, это элемент системы, и выбирать её нужно как часть этой системы, а не отдельно.
Соответствующая продукция
Соответствующая продукция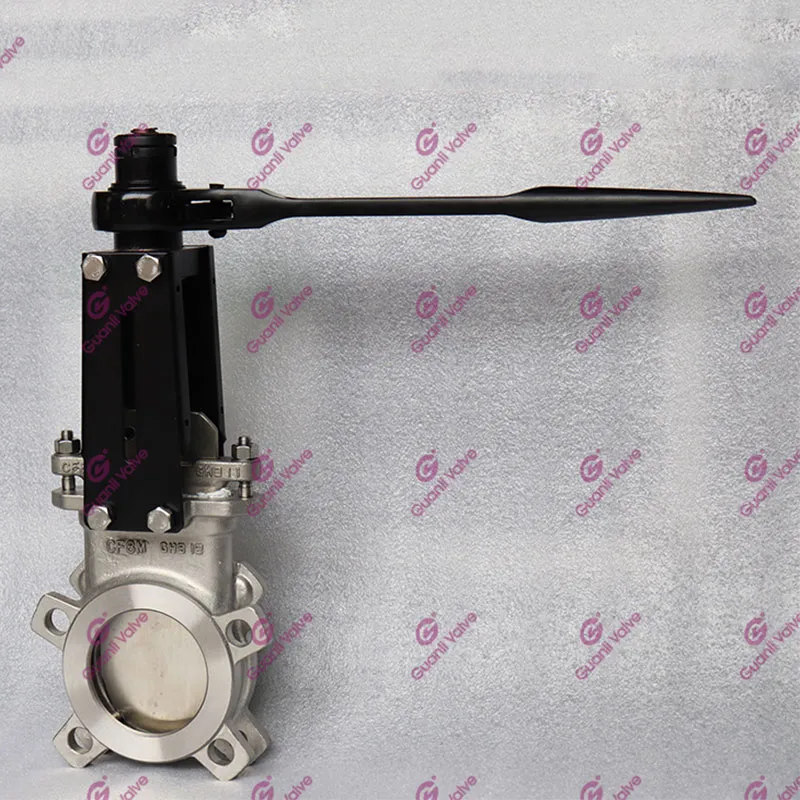




Самые продаваемые продукты
Самые продаваемые продукты-
 Ножевые задвижки с крышкой
Ножевые задвижки с крышкой -
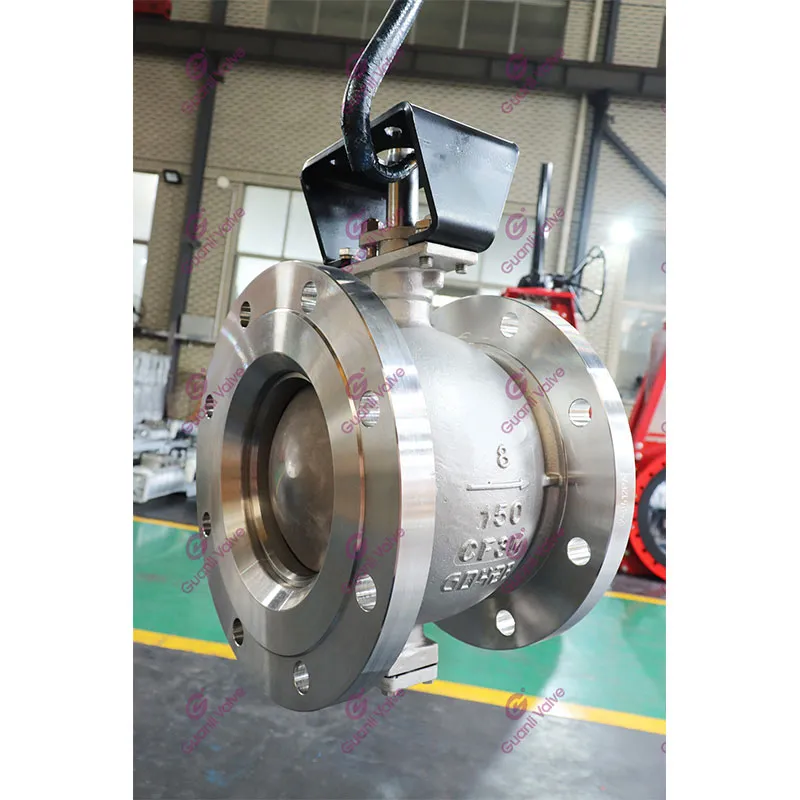
 GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН СКОТЧ-ЙОК ПРИВОД
GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН СКОТЧ-ЙОК ПРИВОД -
 СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН
СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН -
 Ножевые задвижки GKG HP
Ножевые задвижки GKG HP -
 Сегментный V-образный шаровой клапан высокого давления
Сегментный V-образный шаровой клапан высокого давления -
 Двусторонная ножевая задвижка GKJ HP
Двусторонная ножевая задвижка GKJ HP -
 Ножевая задвижка GKU75
Ножевая задвижка GKU75 -
 Ножевая задвижка GKA
Ножевая задвижка GKA -
 ПРУЖИННО-ДИАФРАГМЕННЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН
ПРУЖИННО-ДИАФРАГМЕННЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН -
 GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН С РЕЕЧНО-ШИННЫМ ПРИВОДОМ
GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН С РЕЕЧНО-ШИННЫМ ПРИВОДОМ -
 Однонаправленная ножевая задвижка GKU73
Однонаправленная ножевая задвижка GKU73 -
 GKT Ножовые задвижки с проходным каналом
GKT Ножовые задвижки с проходным каналом
Связанный поиск
Связанный поиск- задвижка шиберная ножевая dn300
- Двунаправленные клапаны для шлама повышенной прочности
- Высоконапорная сквознопроходная ножевая задвижка
- шиберная задвижка для сыпучих
- Ножевой затвор с электрическим приводом
- Двунаправленные клапаны для шлама
- Двусторонняя ножевая задвижка
- Высоконагруженные шламовые задвижки для экстремальных условий работы
- задвижка ножевая чугунная
- задвижка ножевая с электроприводом