





ножевая задвижка ручная
Когда говорят ?ножевая задвижка ручная?, многие сразу представляют себе простой клин на резьбовой шпильке — мол, что там сложного? На практике же, если брать для серьезных сред, разница между ?просто перекрыть? и ?надежно отсечь под давлением абразивной суспензии? — это пропасть. Ручной привод здесь не признак примитивности, а часто сознательный выбор для ответственных участков, где нужен полный контроль и независимость от энергоснабжения. Но и тут свои подводные камни: не каждая конструкция, которая выглядит как ножевая, справится, скажем, с пастообразным шламом, где есть риск ?залипания? ножа.
Конструкция: где кроется надежность, а где — будущие проблемы
Основное заблуждение — считать, что главное в ручной ножевой задвижке это сам нож. Конечно, ножевая задвижка ручная начинается с качества режущей кромки, ее закалки и геометрии. Но не менее критичен узел сальникового уплотнения штока. Видел немало случаев на старых объектах, когда задвижка вроде бы держит, но по штоку постоянно сочится среда. В сухих продуктах это пыль, в шламах — постоянная грязь, разъедающая резьбу маховика. Хорошая конструкция предполагает не просто набивку сальника, а возможность его подтяжки или даже наличие камеры для инжекторной подачи уплотнительной пасты под давлением без остановки процесса.
Второй момент — материал направляющих. Нож движется в них под нагрузкой. Если они из обычной углеродистой стали без обработки, в абразивной среде их износ заклинит нож на раз-два. Здесь нужны либо износостойкие вставки, либо твердое напыление. Китайские производители, вроде ООО Чжэцзян Гуаньли Клапан, часто в своих каталогах на guanlivalve.ru акцентируют на этом внимание, предлагая варианты с карбид-вольфрамовым напылением направляющих. Это не маркетинг, а суровая необходимость для, например, ножевая задвижка для шлама.
И третий, часто упускаемый из виду элемент — это фланцевое соединение. Казалось бы, стандарт. Но при установке задвижки на трубопровод с вибрациями (например, от насосов) стандартные прокладки могут быстро потерять герметичность. Для ручных задвижек, которые часто стоят на отсекающих участках и годами не переключаются, это фатально: при необходимости нож не сдвинешь, потому что фланцы ?прикипели? из-за микроподтеканий. Тут советую смотреть на модели с усиленным фланцевым узлом или предусматривать на объекте установку межфланцевых распорных шпилек.
Привод ручной: простота, требующая ума
Ручной привод — это не всегда маховик. Для больших условных проходов (Ду200 и выше) и высокого давления усилие на маховике может быть таким, что с ним не справится один оператор. Отсюда появление редукторных ручных приводов. Но и здесь есть нюанс. Дешевые червячные редукторы могут иметь мертвый ход (люфт), который недопустим для точного позиционирования ножа, особенно в двунаправленная ножевая задвижка, где требуется четкое прилегание к седлам с двух сторон. Иногда проще и надежнее использовать штурвал с цепной передачей, хоть это и занимает больше места.
Важный практический момент — положение маховика. В проектах его часто рисуют сбоку, но на практике, если задвижка установлена в колодце или в стесненных условиях, провернуть его может быть физически невозможно. Поэтому для монтажа в труднодоступных местах стоит заказывать модели с выносной стойкой привода или, как минимум, уточнять возможность изменения ориентации редуктора. На сайте ООО Чжэцзян Гуаньли Клапан в разделе продукции, например, у GKT Ножовые задвижки с проходным каналом часто предусмотрены такие опции, но о них нужно спрашивать специально.
И еще про ?ручное?: никогда не забывайте про указатель положения ?открыто-закрыто?. Кажется, ерунда. Но на запыленных или замерзших трубопроводах стрелка, налитая краской на корпус, стирается за сезон. Гораздо надежнее механический флажковый указатель с движущейся частью на штоке. Его положение видно даже с расстояния и под слоем грязи.
Среда применения: почему универсальных решений не бывает
Ключевой выбор — под конкретную среду. Общее правило: для чистых жидкостей и газов подойдет практически любая задвижка ножевая с уплотнением из EPDM или NBR. Но как только в среде появляются твердые включения, правила меняются.
Для пульп и шламов, особенно с волокнистыми структурами (целлюлоза, отходы ТБО), критически важна конструкция седла и зазоры. Нож должен срезать включения, а не давить их. Тут хорошо работают задвижки с эластомерным седлом, которое при закрытии ножа немного обжимается, обеспечивая герметичность по всей кромке. Но у такой конструкции есть слабое место — износ самого эластомера. Для высокоабразивных сред, как в горно-обогатительных комбинатах, часто идут на компромисс: используют металл-по-металлу (нож по твердому седлу), жертвуя абсолютной герметичностью в закрытом состоянии, но получая колоссальный ресурс. Такие модели, как Однонаправленная ножевая задвижка, часто проектируются именно под такой, ?негерметичный?, но долговечный режим работы на отсечение потока.
Отдельная история — коррозионные среды. Нержавейка 304 (AISI) — не панацея. Для хлорсодержащих сред, к примеру, уже нужна 316L, а для горячих кислотных растворов — сплавы типа Hastelloy. И здесь ручной привод может быть спасением, так как исключает риск коррозии электрических компонентов. В каталоге Гуаньли Клапан видно, что они предлагают разные марки сталей, но выбор всегда должен оставаться за технологом, знающим точный состав среды, температуру и давление.
Монтаж и эксплуатация: ошибки, которые видны только после пуска
Самая частая ошибка монтажа — установка задвижки без учета направления потока. Да, двунаправленная ножевая задвижка должна держать с обеих сторон, но это в идеале. На практике, особенно после некоторого износа, герметичность может стать лучше в одну сторону. Поэтому всегда стоит монтировать согласно стрелке на корпусе, если она есть. Для чисто двунаправленных моделей это не так критично.
Вторая ошибка — отсутствие техобслуживания на этапе эксплуатации. Ручную задвижку ставят и забывают на годы. А нужно, особенно в первые месяцы после монтажа, периодически (раз в неделю-месяц) проверять ход ножа, проворачивая маховик от упора до упора. Это предотвратит прикипание ножа к направляющим из-за осаждения солей или мелких частиц. Для шламовых линий это правило святое.
И третье — неправильная затяжка фланцев. Если затянуть неравномерно, корпус задвижки может повести, нож будет двигаться с перекосом и быстро износит уплотнение. Нужно использовать динамометрический ключ и схему затяжки ?крест-накрест?. Это база, но на объектах этим часто пренебрегают, а потом винят производителя в негерметичности.
Выбор поставщика: каталог vs. реальный диалог
Когда смотришь сайты, вроде guanlivalve.ru, видишь аккуратные категории: Ножевая задвижка с крышкой, Сегментные шаровые краны и прочее. Каталог — это хорошо, но он лишь отправная точка. Настоящая работа начинается, когда ты звонишь или пишешь техотдел с конкретными параметрами: ?У меня среда — гидросмесь угольного шлама, крупность до 5 мм, давление до 16 бар, температура 60°C, цикл раз в сутки. Что посоветуете??
Хороший поставщик, такой как ООО Чжэцзян Гуаньли Клапан, не вышлет сразу стандартную картинку. Он задаст уточняющие вопросы: ?Какая вязкость? Есть ли волокна? Какой pH? Планируется ли промывка линии?? И уже потом порекомендует, скажем, свою GKT Ножовые задвижки с проходным каналом с усиленными направляющими и уплотнением штока типа ?живой сальник?. Возможно, предложит тестовый образец для испытаний на стенде.
Итог прост: ножевая задвижка ручная — это не просто товар из списка. Это инженерное изделие, чья надежность на 30% зависит от конструкции, на 30% — от качества изготовления, и на все 40% — от правильного выбора и монтажа под конкретные условия. Слепо брать первую попавшуюся по Ду и Ру — гарантировать себе проблемы в будущем. Лучше потратить время на диалог с инженерами, запросить паспорта материалов, схемы уплотнений. Это окупится годами беспроблемной работы на трубопроводе.
Соответствующая продукция
Соответствующая продукция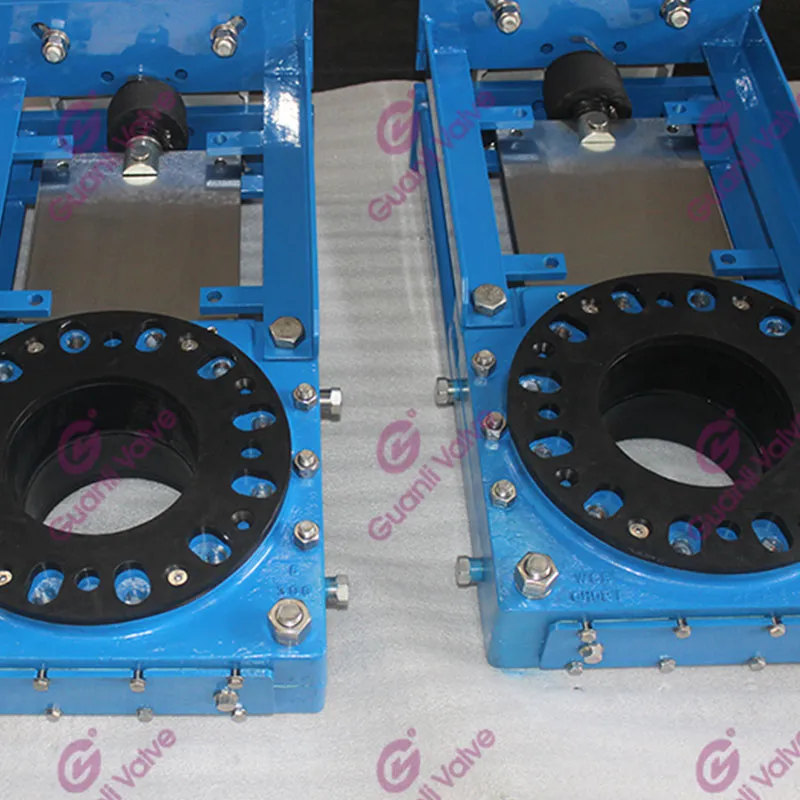







Самые продаваемые продукты
Самые продаваемые продукты-
 СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН
СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН -
 GVU947 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН ЭЛЕКТРИЧЕСКИЙ ПРИВОД
GVU947 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН ЭЛЕКТРИЧЕСКИЙ ПРИВОД -
 GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН СКОТЧ-ЙОК ПРИВОД
GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН СКОТЧ-ЙОК ПРИВОД -
 GKT Ножовые задвижки с проходным каналом
GKT Ножовые задвижки с проходным каналом -
 Однонаправленная ножевая задвижка GKU83
Однонаправленная ножевая задвижка GKU83 -
 ПРУЖИННО-ДИАФРАГМЕННЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН
ПРУЖИННО-ДИАФРАГМЕННЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН -
 Ножевая задвижка GKS
Ножевая задвижка GKS -
 Однонаправленная ножевая задвижка GKU73
Однонаправленная ножевая задвижка GKU73 -
 Ножевая задвижка GKJ NP
Ножевая задвижка GKJ NP -
 GVU947 ЭЛЕКТРИЧЕСКИЙ ПРИВОД
GVU947 ЭЛЕКТРИЧЕСКИЙ ПРИВОД -
 Ножевые задвижки GKG HP
Ножевые задвижки GKG HP -
 Двунаправленная ножевая задвижка GKB
Двунаправленная ножевая задвижка GKB
Связанный поиск
Связанный поиск- Ножевая задвижка без крышки
- шиберные задвижки vga
- Ножевой затвор с гидравлическим приводом
- Ножевой затвор с полиуретановым покрытием
- ножевые задвижки avk
- Двусторонняя ножевая задвижка
- ножевая задвижка 250
- Двунаправленные клапаны для шлама повышенной прочности
- ножевая задвижка tecofi ду 89мм
- двух шиберная задвижка