





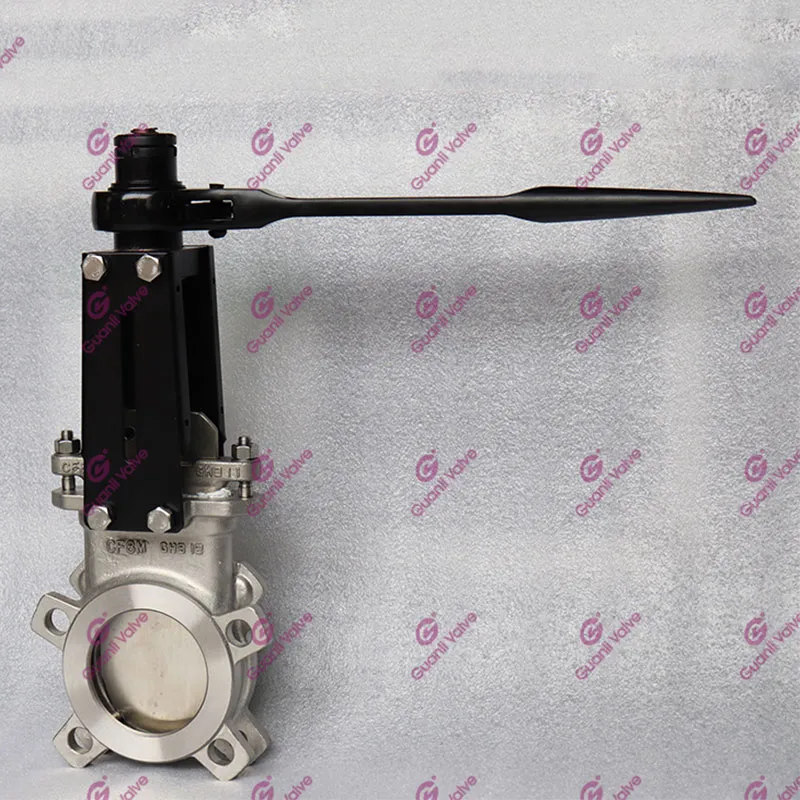
Ножевая задвижка для абразивных шламов
Когда слышишь ?ножевая задвижка для абразивных шламов?, многие представляют просто усиленную версию обычной задвижки. Вот тут и кроется первый промах. В работе с абразивными средами, особенно с плотными шламами на обогатительных фабриках или в хвостохранилищах, обычная конструкция долго не живет. Речь не просто о повышенном износе, а о принципиально ином механизме разрушения. Клиновидный запор в густой, содержащей твердые частицы суспензии — это часто история про заклинивание, про подрыв уплотнения и быстрый выход из строя. Сам термин ?ножевая? тут ключевой — она именно режет, а не прижимает. Но и это не панацея. Какая именно геометрия ножа, угол, материал уплотнительных поверхностей — вот где начинается настоящая практика, а не каталогные характеристики.
От теории к практике: где ?режет?, а где ?затирает?
Взял как-то на тест несколько образцов, в том числе и от ООО Чжэцзян Гуаньли Клапан. На их сайте guanlivalve.ru позиционируют ножевая задвижка для шлама как основное направление, что уже намекает на специализацию. Но вживую все иначе. Первое, на что смотришь — это не паспортные давления, а то, как выполнена кромка ножа и посадочное седло. Для абразивных шламов критичен не столько сам нож, сколько пара ?нож-седло? и способность этой пары самоочищаться при закрытии. Если там есть карманы, куда может набиться абразив — все, ресурс падает в разы.
Опыт с их GKT Ножовыми задвижками с проходным каналом показал интересную вещь. Заявленный полнопроходной канал — это, конечно, плюс для снижения турбулентности и застоя шлама. Но в полевых условиях, на вертикальном участке трубопровода, мы столкнулись с тем, что после длительного простоя тяжелые фракции осаждались именно в зоне седла. И когда требовалось срочно перекрыть поток, первые миллиметры хода шпинделя давались с огромным усилием — осадок спрессовывался. Это момент, который в каталогах не опишешь. Пришлось дорабатывать систему обдува или предусматривать принудительную промывку узла перед закрытием, если простой неизбежен.
Отсюда вывод: для действительно абразивных сред, особенно с риском седиментации, одной правильной задвижки мало. Нужно думать о системе. Но если говорить именно об арматуре, то конструкция, где нож при закрытии входит в седло по принципу ?чистового реза?, с минимальным зазором и сдвигом частиц, показала себя на порядок лучше, чем варианты с прижимным уплотнением. У того же ООО Чжэцзян Гуаньли Клапан в линейке есть и двунаправленная ножевая задвижка — для нее этот тест с осадком был еще жестче, но и там нашли оптимальные углы реза.
Материалы: износостойкость против хрупкости
Здесь все сразу упирается в стоимость и конкретный состав шлама. Ставить на весь узел карбид вольфрама — идеально по износу, но это история про ударную вязкость и бюджет. Чаще идет компромисс. Нагруженные кромки ножа и седла — наплавка твердым сплавом, а корпус — износостойкая сталь. Но важно, как эта наплавка нанесена и обработана. Видел образцы, где наплавленный слой отходил пластами после полугода работы из-за внутренних напряжений. Казалось бы, мелочь — технология наплавки. Но на практике это определяет, проработает задвижка 2 цикла или 20.
В контексте абразивных шламов часто забывают про коррозионную составляющую. Если среда не просто абразивная, а еще и химически активная (кислые шламы, например), то материал должен работать и на истирание, и на коррозию. Нержавейка 316L может не вытянуть по износу, а высокоуглеродистая сталь с наплавкой — сгнить. Тут уже подбирают дуплексные стали или идут на композитные решения. В продукции ООО Чжэцзян Гуаньли Клапан видно, что этот момент проработан — в описаниях на guanlivalve.ru акцент на материалы для разных сред, что правильно.
Самый показательный случай был на линии перекачки шлама с частицами кварца. Поставили задвижку с ножом из стандартной закаленной стали. Износ был катастрофическим за три месяца. Поменяли на вариант с седлом и ножом, армированным карбидом хрома методом PTA-наплавки. Ресурс вырос в 8 раз. Но и цена, соответственно. Расчет окупаемости через снижение простоев на замену — вот главный аргумент для заказчика. Просто сказать ?у нас износостойкая? — мало. Надо показать, под какой именно абразив и с какой экономией.
Уплотнение штока: ?ахиллесова пята? большинства конструкций
С самим ножем и седлом многие производители справились. Но узел уплотнения штока (шпинделя) в условиях абразивной среды — это постоянная головная боль. Абразивная взвесь, попадающая в сальниковую камеру, работает как паста, уничтожающая набивку или манжеты за считанные циклы. А если шток начинает подтекать, шлам быстро добивает и резьбовую пару, и направляющие.
Эффективные решения здесь — это либо сильфонное уплотнение, что радикально дорого и не всегда применимо для больших ходов, либо система защитных втулок и промывочных камер. Видел удачную конструкцию, где перед сальниковым уплотнением была устроена полость с подачей чистого затворного агента (воды или масла) под небольшим давлением. Это создавало барьер для проникновения шлама. В каталогах Задвижка ножевая от ООО Чжэцзян Гуаньли Клапан этот момент тоже отражен — есть варианты с удлиненной горловиной и возможностью подключения промывки. Это не маркетинг, а суровая необходимость.
На одной из установок мы поначалу сэкономили, взяв модель без такой системы. Через месяц шток пошел ?в разнос?, пришлось останавливать линию. После дооснащения узлом принудительной промывки (сделали по сути кустарно, но по тому же принципу) проблемы ушли. Теперь это обязательный пункт в ТЗ. Уплотнение штока должно быть рассчитано не на идеальную среду, а на условие, что в него *попытается* попасть абразив.
Монтаж и эксплуатация: ошибки, которые дорого стоят
Даже идеальную задвижку можно убить неправильной установкой. Для ножевых моделей под абразивный шлам критична ориентация в пространстве. Предпочтительно — горизонтальный монтаж штоком вверх. Но если ставить вертикально штоком вниз (что иногда делают из-за нехватки места), риски заклинивания и скопления осадка в корпусе возрастают многократно. Нужно очень четко смотреть на рекомендации производителя. На сайте guanlivalve.ru в разделе продукции, например, у ножевая задвижка с крышкой обычно указаны допустимые положения.
Еще один частый промах — монтаж без учета расширения трубопровода. Жесткая привязка фланцев задвижки к трубам без компенсаторов может привести к перекосам корпуса при тепловых или механических нагрузках. А для ножевой задвижки, где зазор между ножом и седлом — доли миллиметра, любой перекос ведет к неплотному закрытию и ускоренному износу. Приходилось выправлять ситуацию установкой гибких вставок.
Эксплуатация — это про циклы. Ножевую задвижку для шлама нельзя использовать для регулирования потока. Она должна работать только в режиме ?полностью открыто? или ?полностью закрыто?. Попытка дросселировать поток абразивной суспензии приводит к кавитационному износу седла и кромки ножа за очень короткое время. Об этом предупреждают все, но на объектах, особенно при нештатных ситуациях, операторы все равно пытаются ?прикрыть чуть-чуть?. Нужна жесткая блокировка на приводе или четкие инструкции.
Взгляд на рынок и выбор поставщика
Сегодня на рынке много игроков, но глубоко в теме абразивных шламов работают единицы. Важно, когда производитель не просто продает арматуру, а понимает процесс, для которого она нужен. Когда смотришь на ассортимент ООО Чжэцзян Гуаньли Клапан — двунаправленная ножевая задвижка, однонаправленная, для шлама — видно, что компания фокусируется на этом сегменте. Это лучше, чем гиганты, у которых ножевые задвижки — лишь один пункт в каталоге на 500 страниц.
При выборе всегда запрашиваю не просто сертификаты, а отчеты об испытаниях на конкретных средах или хотя бы ссылки на объекты-аналоги. Слово ?абразивный? слишком широко. Шлам с золоудаления ТЭЦ и шлам с алмазной обогатительной фабрики — это разные миры по гранулометрии и твердости частиц. Хороший поставщик, такой как профессиональная компания ООО Чжэцзян Гуаньли Клапан, всегда уточнит эти детали и предложит несколько вариантов материалов пары трения.
Итог прост. Ножевая задвижка для абразивных шламов — это не универсальное изделие. Это инструмент, который должен быть точно подобран под состав среды, условия работы и цикличность. Экономия на этапе выбора или монтажа выливается в многократные затраты на ремонты и простои. Главное — смотреть не на ценник, а на совокупную стоимость владения, где ключевыми являются ресурс уплотнения и ремонтопригодность узла. И в этом плане специализированные производители, которые не разбрасываются по всему спектру арматуры, а копают глубоко в одну тему, заслуживают большего доверия. Их продукт, как правило, выверен практикой, а не только расчетами.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Ножевая задвижка GKS
Ножевая задвижка GKS -
 GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН С РЕЕЧНО-ШИННЫМ ПРИВОДОМ
GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН С РЕЕЧНО-ШИННЫМ ПРИВОДОМ -
 Ножевая задвижка GKA
Ножевая задвижка GKA -
 Сегментный V-образный шаровой клапан
Сегментный V-образный шаровой клапан -
 GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН СКОТЧ-ЙОК ПРИВОД
GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН СКОТЧ-ЙОК ПРИВОД -
 Ножевая задвижка GKN
Ножевая задвижка GKN -
 СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН
СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН -
 Ножевые задвижки с крышкой
Ножевые задвижки с крышкой -
 Ножевые задвижки GKG HP
Ножевые задвижки GKG HP -
 Двусторонная ножевая задвижка GKJ HP
Двусторонная ножевая задвижка GKJ HP -
 Ножевая задвижка GKJ NP
Ножевая задвижка GKJ NP -
 Ножевая задвижка GKU75
Ножевая задвижка GKU75