





задвижка шиберная ножевая чугунная
Вот смотришь на эту штуку — задвижка шиберная ножевая чугунная — и думаешь, ну что тут сложного? Литая чугунная коробка, нож, который ходит вверх-вниз. Многие так и считают, особенно те, кто с бумагами работает, а не с реальными трубопроводами. А потом на объекте начинается: то клинит, то подтравливает, то через полгода нож будто жуком изъеден. И понимаешь, что главное — не сам чугун, а что внутри и как это всё собрано. Я не раз видел, как пытаются сэкономить, ставя ?аналоги? на линии с абразивной пульпой или шламом, а потом эти аналоги просто не перекрывают поток, потому что геометрия клина не та или уплотнение село неправильно. Это не просто арматура, это инструмент для конкретной, часто грязной работы.
Чугун — это не приговор, а выбор
Когда говорят ?чугунная?, у многих возникает образ чего-то тяжелого и устаревшего. Но в случае с ножевой задвижкой — это часто оправданно. Не для всех сред, конечно. Для агрессивных химикатов — нет. Но для шламов, пульпы, сточных вод с механическими включениями — очень даже. Чугун хорошо гасит вибрации, он дешевле нержавейки, а при правильном покрытии (эпоксидка, например) служит годами. Ключевое — ?при правильном?. Видел я отливки с раковинами, которые на первый взгляд и не заметишь. Вроде бы литье ровное, а внутри скрытый брак. Потом под давлением — и пошла течь по корпусу. Поэтому сейчас чаще смотрю в сторону проверенных производителей, которые контролируют этот процесс. Например, у ООО Чжэцзян Гуаньли Клапан в ассортименте как раз есть задвижка ножевая для шлама, и по опыту коллег, они там с качеством литья строго. Их сайт guanlivalve.ru — не просто витрина, там видно, что продуктовая линейка сфокусирована именно на ножевых решениях, от двунаправленных до специальных для тяжелых сред.
Но чугун чугуну рознь. Есть серый чугун, а есть ВЧШГ (высокопрочный чугун с шаровидным графитом). Последний, конечно, дороже, но для ответственных участков с переменным давлением и гидроударами — это уже необходимость. Помню случай на обогатительной фабрике: поставили обычную чугунную ножевую задвижку на линию смыва хвостов. Работала исправно, пока не случился резкий перепад. Корпус дал трещину именно в месте перехода от фланца к горловине. Перешли на модель из ВЧШГ — проблема ушла. Так что в спецификациях теперь всегда уточняю марку чугуна.
И еще по поводу покрытия. Эпоксидное покрытие — это must have для работы с водой, особенно канализацией. Без него чугун начинает корродировать, причем не равномерно, а очагами. Это потом сказывается на герметичности седла. Но тут тоже есть нюанс: покрытие должно быть нанесено качественно, с подготовкой поверхности. Иначе оно отслоится первым же абразивом. При приемке теперь всегда заглядываю внутрь, на сам нож и седла. Гладко должно быть, без наплывов и пропусков.
Нож — сердце задвижки. И здесь кроются главные ошибки
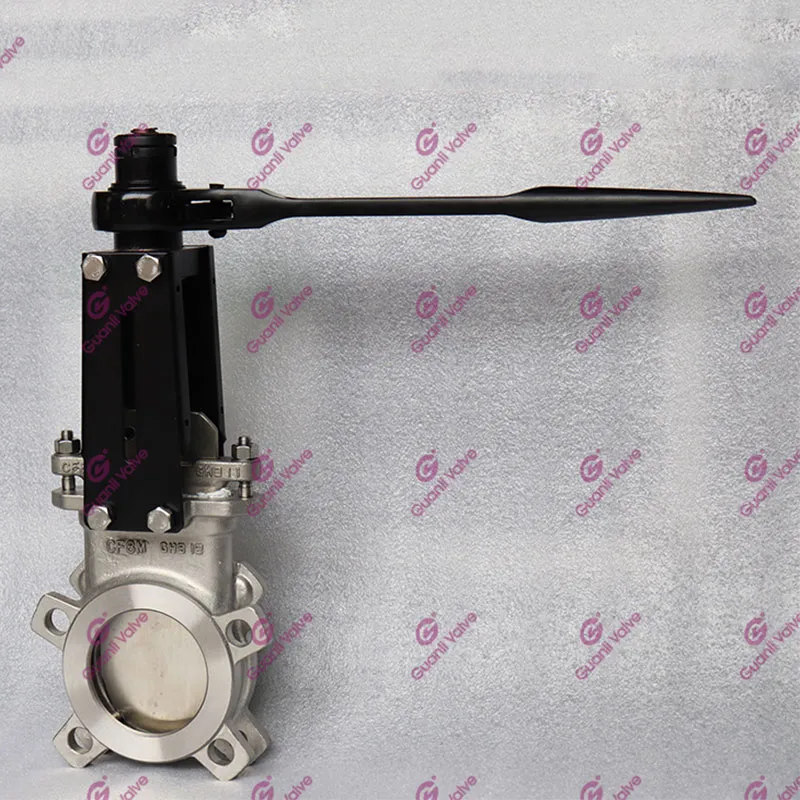
Само название — ножовая задвижка — говорит о главном. Этот режущий клин должен проходить через отложения, волокна, взвеси и плотно садиться в седло. Самая распространенная ошибка в проектировании — недооценка толщины ножа и его жесткости. Если нож тонкий или из слабой стали, он может изогнуться под нагрузкой. Не сломается, а именно прогнется. И тогда полной герметичности не добиться никогда. Будет постоянная капель или проток. В продукции, которую предлагает ООО Чжэцзян Гуаньли Клапан, например, в их GKT ножевых задвижках с проходным каналом, видно, что акцент сделан на массивном, полнотелом ноже. Это правильно.
Материал ножа — отдельная тема. Часто это нержавеющая сталь, но какая? 304-я или 316-я? Для большинства водных сред хватит и 304. Но если в среде есть хлориды (например, в морской воде или некоторых техпроцессах), то нужна 316. А еще бывают наплавленные уплотнительные поверхности. Видел варианты с наплавкой из стеллита или никелевых сплавов. Это для действительно тяжелых условий, с высоким абразивом. Но и цена, соответственно, взлетает. Выбор всегда компромисс между стоимостью и ресурсом.
А еще есть момент с геометрией режущей кромки. Она должна быть острой? Не всегда. Острая кромка лучше режет волокна, но быстрее изнашивается и может заклинить, если попадет твердый камень. Слегка скругленная кромка более вынослива. На практике для городских сточных вод лучше скругленная. А для целлюлозно-бумажного производства, где много длинных волокон, иногда нужна именно острая. Это к вопросу о том, что универсального решения нет. Нужно смотреть на паспорт среды.
Уплотнение и сальник — где чаще всего течет
Конструкция уплотнения — это то, что отличает хорошую задвижку от проблемной. Классическое решение — эластомерные кольца (типа EPDM или NBR) на ноже, которые прижимаются к металлическим седлам. Работает, но не везде. При высоких температурах или в средах с маслами и углеводородами эластомеры быстро стареют. Тут нужны более стойкие материалы, вроде витона или даже тефлона.
Но главная головная боль — это сальниковое уплотнение штока. Старая добрая набивка из графита или асбеста (где еще разрешено) требует регулярной подтяжки. Современные решения — сальники с эластомерами или даже сильфоны. Сильфонные модели, конечно, дороги, но они дают абсолютную герметичность по штоку, что критично для опасных сред. В ассортименте ООО Чжэцзян Гуаньли Клапан есть разные варианты, в том числе и с усиленным сальниковым узлом, что видно по описаниям на их сайте guanlivalve.ru. Для обычных же канализационных коллекторов часто хватает и стандартной графитовой набивки, главное — правильно ее усадить при монтаже.
Ошибка монтажников, которую вижу постоянно: перетянутый сальник. Кажется, что сильнее зажмешь — меньше будет течь. А на деле создается такое трение на штоке, что маховик не провернуть, да и сальник быстро перегревается и разрушается. Нужно затягивать по инструкции, с поэтапной подтяжкой после первых циклов открытия-закрытия.
Монтаж и эксплуатация: теория против практики
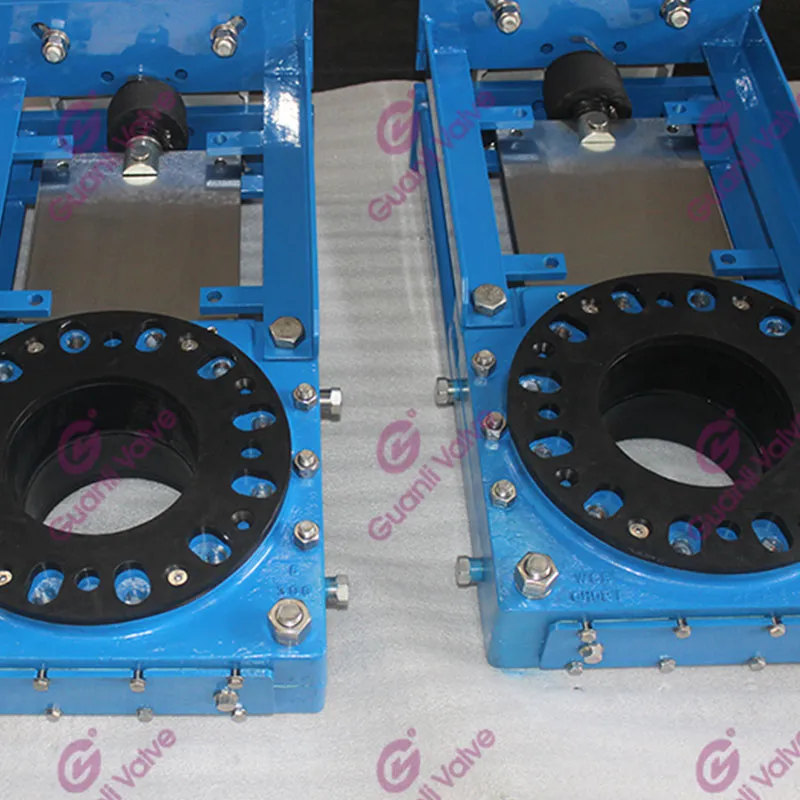
Вот здесь-то и вылезают все ?особенности?. По паспорту — задвижка может монтироваться в любом положении. На практике — для тяжелых сред лучше, когда шток вертикальный, а привод сверху. Почему? Потому что в горизонтальном положении на нижней части корпуса может скапливаться шлам, который мешает ножу полностью опуститься. А если привод сбоку, то эта масса давит на нож, увеличивая нагрузку на привод. Видел, как электроприводы сгорали, пытаясь преодолеть такое сопротивление.
Еще момент — обводные линии и байпасы. Для шиберной ножевой задвижки, особенно большого диаметра, часто рекомендуют ставить байпас для выравнивания давления перед открытием. Это разумно, но не всегда выполнимо из-за нехватки места. Тогда приходится использовать редуктор с большим усилием и открывать задвижку очень медленно, буквально по миллиметру, чтобы сбросить давление. Иначе можно сорвать шток или погнуть направляющие.
Самая большая проблема в эксплуатации — это отсутствие технического обслуживания. Эти задвижки считаются ?поставил и забыл?. Но нет. Нужно хотя бы раз в полгода-год делать полный цикл открытия-закрытия, проверять сальниковый узел. Иначе все закоксуется, прикипит, и в самый нужный момент задвижка просто не сработает. На одном из объектов из-за такого заклинивания пришлось останавливать всю линию и демонтировать узел — потеряли сутки. А всего-то нужно было пару раз в год провернуть маховик.
Кейс: выбор между однонаправленной и двунаправленной
Это классический вопрос. Двунаправленная ножевая задвижка — она, по идее, универсальна, держит давление с обеих сторон. Но у нее, как правило, более сложная конструкция уплотнения, и она дороже. Однонаправленная — проще и дешевле, но нужно строго соблюдать направление потока. Ошибка в проекте, когда поток пустили с обратной стороны, приводит к мгновенной потере герметичности.
Был у меня проект с канализационным коллектором, где давление могло theoretically меняться из-за работы насосных станций. Инженеры-проектировщики, перестраховываясь, заложили двунаправленные. А по факту, анализ режимов работы показал, что обратный поток физически невозможен из-за рельефа и наличия обратных клапанов. Уговорили заказчика перейти на однонаправленные модели, сэкономили приличную сумму. Но для этого пришлось детально разбирать схему, а не брать ?как обычно?. Кстати, на сайте guanlivalve.ru у компании ООО Чжэцзян Гуаньли Клапан четко разделены двунаправленная ножевая задвижка и однонаправленная ножевая задвижка, что сразу помогает сориентироваться.
Еще один практический совет: если задвижка стоит на линии, где возможен гидроудар (резкая остановка насосов), то даже двунаправленная модель может не спасти. Здесь нужен комплексный подход: и сами задвижки с запасом прочности, и возможно, гасители гидроударов. Чугун, хоть и вязкий, но при очень резком скачке может не выдержать.
Вместо заключения: на что смотреть сегодня
Суммируя свой опыт, скажу, что выбор задвижки шиберной ножевой чугунной сегодня — это не просто поиск по каталогу. Это анализ реальной среды, режимов работы, возможных рисков. Сейчас все больше внимания уделяется полному сроку службы, а не только первоначальной цене. И здесь важна репутация производителя, который не скрывает материалы и методы испытаний.
Смотрю в сторону производителей, которые специализируются именно на этом сегменте, как та же ООО Чжэцзян Гуаньли Клапан. Когда в линейке есть и специальные решения вроде задвижки ножевой для шлама, и сегментные краны, это говорит о глубине понимания проблем транспорта сложных сред. Их сайт — это хорошая отправная точка для изучения.
В конечном счете, успех зависит от деталей: от марки чугуна в корпусе, от продуманности уплотнения штока, от качества режущей кромки. И, конечно, от правильного монтажа и хотя бы минимального обслуживания. Без этого даже самая дорогая задвижка станет просто еще одной железкой в трубопроводе, которая когда-нибудь подведет. А нам этого не нужно.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Ножевая задвижка GKJ NP
Ножевая задвижка GKJ NP -
 Ножевая задвижка GKF
Ножевая задвижка GKF -
 Однонаправленная ножевая задвижка GKO
Однонаправленная ножевая задвижка GKO -
 Однонаправленная ножевая задвижка GKU73
Однонаправленная ножевая задвижка GKU73 -
 Ножевая задвижка GKS
Ножевая задвижка GKS -
 Отводной клапан GRKO
Отводной клапан GRKO -
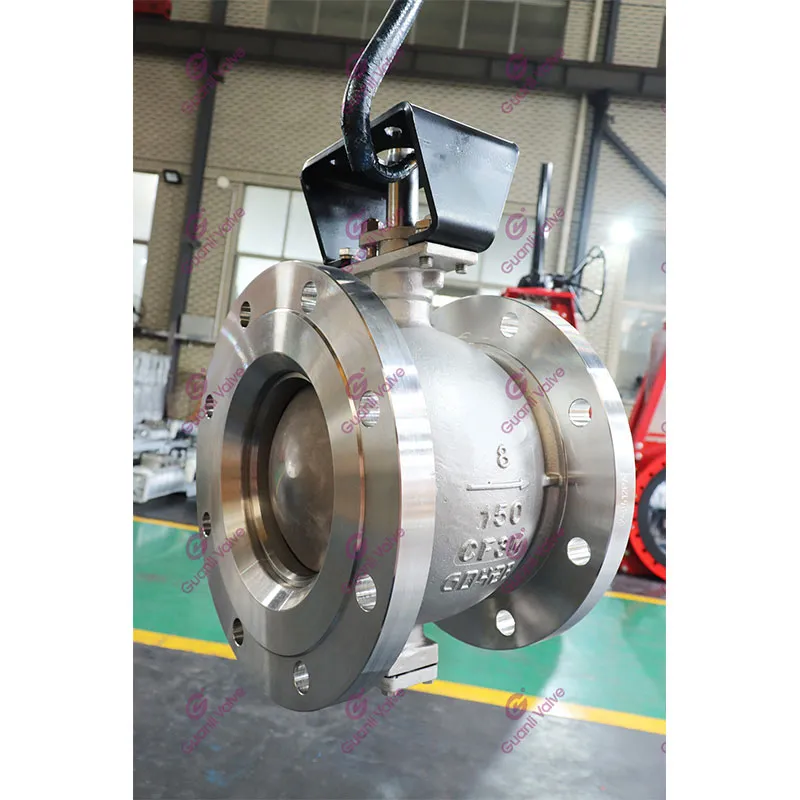
 Сегментный V-образный шаровой клапан высокого давления
Сегментный V-образный шаровой клапан высокого давления -
 GVU947 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН ЭЛЕКТРИЧЕСКИЙ ПРИВОД
GVU947 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН ЭЛЕКТРИЧЕСКИЙ ПРИВОД -
 Однонаправленная ножевая задвижка GKU83
Однонаправленная ножевая задвижка GKU83 -
 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН ЧЕРВЯЧНЫЙ ПЕРЕДАЧА
СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН ЧЕРВЯЧНЫЙ ПЕРЕДАЧА -
 Ножевая задвижка GKW
Ножевая задвижка GKW -
 Ножевая задвижка GKN
Ножевая задвижка GKN
Связанный поиск
Связанный поиск- Ножевой затвор PN10
- задвижка шиберная ножевая чугунная
- Ножевой затвор из высокопрочного чугуна
- Ножевой затвор с пневматическим приводом
- Ножевой затвор с ушками
- задвижка ножевая с маховиком pn10
- Ножевая задвижка XC
- Круглые-квадратные клапаны
- задвижка шиберная ножевая со штурвалом
- сегментный шаровой клапан из Китая