





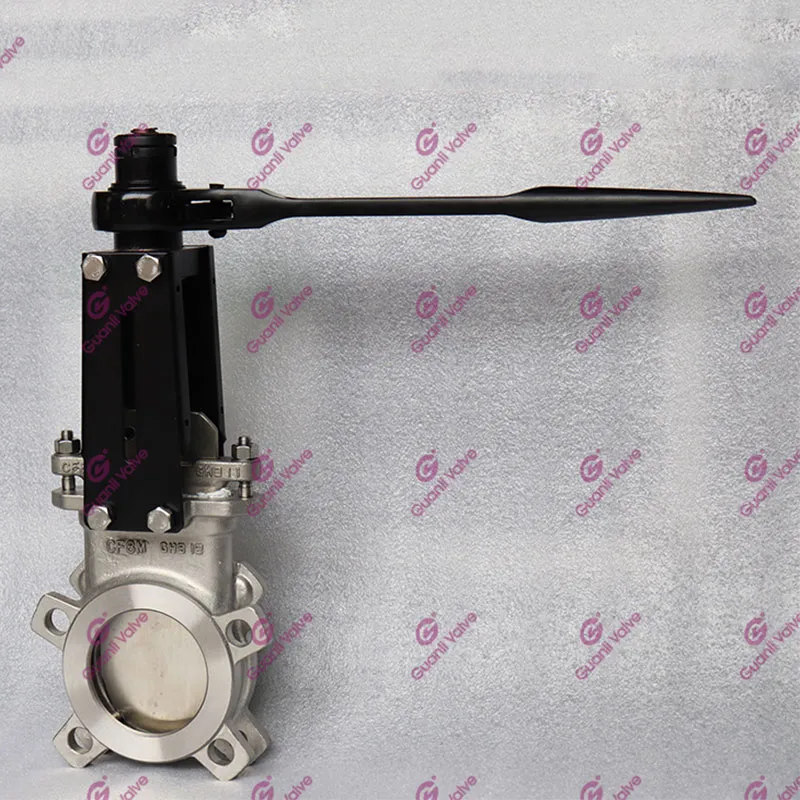
задвижка шиберная ножевая ду300
Когда слышишь ?задвижка шиберная ножевая ду300?, многие сразу представляют стандартный кусок металла с маховиком. Вот тут и кроется первый подводный камень. ДУ300 — это уже серьезный диаметр, и ?просто? перекрыть поток — задача не для любой конструкции. Часто путают обычные шиберные и именно ножевые задвижки. Разница принципиальная: ножевая, по сути, перерезает среду, особенно вязкую или с включениями, как гильотина. На ДУ300 это уже не просто арматура, а агрегат, от которого зависит целый участок линии. У нас на объекте как-то поставили не тот тип — думали, сойдет, — так потом полгода мучились с подклиниванием и протечками по штоку. Оказалось, для шламовых хвостов нужна была именно конструкция с заточкой ножа и определенным углом реза, а не просто плоский шибер.
Почему ДУ300 — это точка принятия решений
Переход на диаметры от 300 мм — это всегда качественный скачок в проектировании. Здесь уже нельзя брать ?что подешевле? или первое попавшееся из каталога. Механика нагрузок меняется. Вес, момент на маховике, нагрузка на направляющие — все иначе. Я помню, на одной из обогатительных фабрик под Красноярском как раз стояла задача по замене арматуры на линии сгустителя. Давление невысокое, но среда — концентрат с гранулами до 5 мм. Инженеры изначально заложили стандартную шиберную задвижку, но она через месяц перестала закрываться до конца, набилась в пазах.
Пришлось срочно искать альтернативу. Как раз тогда в поле зрения попала продукция ООО Чжэцзян Гуаньли Клапан. На их сайте guanlivalve.ru четко видно разделение: у них есть и двунаправленная ножевая задвижка, и ножевая задвижка для шлама. Для нашего случая — идеально. Ключевым был момент с двунаправленным уплотнением. На таких диаметрах из-за перепадов давления часто возникает обратный поток, и если уплотнение рассчитано только на одно направление, его быстро выдует.
Мы запросили документацию. В спецификациях на их ножевые задвижки ДУ300 обратил внимание на две детали: материал клина — не просто 20х13, а с дополнительной поверхностной обработкой, и конструкцию сальникового узла — не стандартная набивка, а набор торцевых уплотнений с пружинной подгрузкой. Это говорило о том, что производитель думает не только о основном затворе, но и о ?слабых местах? — штоке и его герметичности. Решили пробовать.
Монтаж и ?первые впечатления?: где теория сталкивается с реальностью
Когда коробку распаковали, первое, что проверяешь, — качество обработки плоскостей фланцев и ход штока вручную. Фланцы были чистые, без забоин, это важно для герметичности стыка без дополнительных прокладок. Ход клина был туговат, но равномерный, без заеданий. Это нормально для новых ножевых задвижек — уплотнения еще не приработались. Насторожило отсутствие смазки на ходовой резьбе штока — пришлось сразу нанести. Мелочь, но на объекте такое часто упускают, а потом резьба изнашивается за сезон.
При монтаже возник нюанс. По проекту, задвижка ставилась на горизонтальный участок, но с небольшим смещением оси от центра тяжести трубопровода. Обычные задвижки могут провисать, создавая нагрузку на привод. Здесь же обратил внимание на массивность корпуса и усиленные крышки — видно, что конструкция рассчитана на дополнительные изгибающие моменты. Поставили, обвязали. После запуска линии первые дни придирчиво следили за сальниковым узлом — нет ли ?потения?. Обнаружили пару капель после циклов ?открыть-закрыть?. Не критично, но решили подтянуть сальниковую гайку на пол-оборота. Помогло. Видимо, уплотнения немного сели под нагрузкой.
Эксплуатация в жестких условиях: шлам и абразив
Настоящее испытание началось через три месяца непрерывной работы. Линия работала с перебоями по питанию, были гидроудары. Задвижка отрабатывала их без видимых проблем. Главный тест — работа с абразивной суспензией. При плановом останова решили проверить состояние ножа и седла. Разбирать полностью не стали, но через открытый патрубок фонариком посмотрели. Задиров на уплотнительных поверхностях не было, только равномерный матовый след от износа. Это хороший признак — значит, материал подобран правильно, и клин не ?закусывает?.
Коллеги с другого участка, где стояла задвижка другого производителя (не буду называть), жаловались как раз на обратное — через полгода появилась течь по фланцу клина, и нож заклинило в промежуточном положении. Причина, как выяснилось, в том, что у них направляющие для клина были слишком короткие для ДУ300, и при перекосе от нагрузки клин шел под углом. Конструктивный просчет. У модели от Guanli Valve (GKT ножевые задвижки с проходным каналом, если по их каталогу) направляющие были на всю длину корпуса, что, видимо, и спасло от перекоса.
Здесь стоит отвлечься на важный момент — ремонтопригодность. На их сайте в описании ножевая задвижка с крышкой указано, что крышка на болтах. Казалось бы, стандарт. Но на практике на ДУ300 это часто означает, что для замены уплотнений или клина не нужно демонтировать весь корпус с линии. Достаточно снять крышку. Это огромный плюс для планового обслуживания, экономит часы работы в стесненных условиях. Мы пока не разбирали, но сама возможность уже добавляет спокойствия.
Цена вопроса и альтернативы: что в итоге выгоднее?
Когда речь заходит о стоимости, многие сразу смотрят на ценник. Наша задвижка шиберная ножевая ду300 изначально была не самой дешевой на рынке. Были варианты и на 15-20% дешевле, от местных сборщиков. Но если сложить стоимость самой арматуры, монтажа, возможных простоев из-за поломки и замены, картина меняется. Дешевая задвижка на таком диаметре — это лотерея. Может, повезет, а может, как у тех коллег, — простой на сутки и срочный поиск замены.
В линейке ООО Чжэцзян Гуаньли Клапан для таких задач, как у нас, подошли бы две модели: та самая двунаправленная ножевая задвижка или специализированная ножевая задвижка для шлама. Мы выбрали первую, так как у нас помимо абразива были еще и перепады давления с возможной реверсной нагрузкой. Если бы среда была чисто шламовая, без риска обратного потока, возможно, взяли бы вторую — у нее, судя по описанию, усилены кромки ножа именно под волокнистые и крупные включения.
Что хочу отметить по итогам года эксплуатации — предсказуемость. Нет внезапных сюрпризов. Ресурс уплотнений, судя по износу, должен быть близок к заявленному. Периодическая подтяжка сальника (раз в квартал) — это нормальная практика. Главное, что не было отказов ?в ноль?. Для технологической линии, где останов — это тысячи в минуту, такая надежность стоит тех денег, что за нее просят.
Выводы для практика: на что смотреть при выборе
Итак, если резюмировать опыт с задвижкой шиберной ножевой ДУ300. Во-первых, четко определяй среду. Не просто ?пульпа?, а с размером частиц, вязкостью, коррозионной активностью. От этого зависит выбор марки стали и конструкция ножа. Во-вторых, смотри на направление давления. Если возможен реверс — только двунаправленная конструкция. В-третьих, не экономь на мелочах: качество литья корпуса, длина направляющих, тип сальникового узла. Именно они определяют срок жизни на объекте, а не толщина стенки корпуса.
Производитель, о котором шла речь — ООО Чжэцзян Гуаньли Клапан — в своем сегменте предлагает внятные решения. Их сайт guanlivalve.ru — это не просто каталог, там видна специализация на ножевой арматуре: от однонаправленных до сложных сегментных шаровых кранов. Для ДУ300 и ответственных участков их продукция, исходя из нашего опыта, — надежный вариант. Не панацея на все случаи, но там, где нужен гарантированный рез и перекрытие в сложных условиях, стоит рассматривать.
В конце концов, любая арматура — это инструмент. И как молотком нельзя забивать микроскопические штифты, так и ножевую задвижку ДУ300 нельзя ставить куда попало. Но если задача определена верно, а оборудование подобрано с пониманием его сильных сторон — как те модели, что мы обсудили, — то оно отработает свой срок без головной боли. А это, в сущности, и есть главная цель.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Однонаправленная ножевая задвижка GKO
Однонаправленная ножевая задвижка GKO -
 Ножевая задвижка GKU75
Ножевая задвижка GKU75 -
 Двусторонная ножевая задвижка GKJ HP
Двусторонная ножевая задвижка GKJ HP -
 GVU947 ЭЛЕКТРИЧЕСКИЙ ПРИВОД
GVU947 ЭЛЕКТРИЧЕСКИЙ ПРИВОД -
 Ножевая задвижка GKA
Ножевая задвижка GKA -
 Ножевая задвижка GKW
Ножевая задвижка GKW -
 Изолирующий клапан передатчика
Изолирующий клапан передатчика -
 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН ЧЕРВЯЧНЫЙ ПЕРЕДАЧА
СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН ЧЕРВЯЧНЫЙ ПЕРЕДАЧА -
 Ножевая задвижка с крышкой
Ножевая задвижка с крышкой -
 Ножевые задвижки с крышкой
Ножевые задвижки с крышкой -
 СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН
СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН -
 Сегментный V-образный шаровой клапан
Сегментный V-образный шаровой клапан
Связанный поиск
Связанный поиск- задвижка ножевого типа
- задвижка шиберная ножевая купить
- Ножевой затвор из нержавеющей стали
- задвижка шиберная ножевая ду300
- Ножевой затвор для шлама высокого давления
- Шиберные ножевые задвижки
- Пневматический ножевой затвор с защитой от сбоев
- Пневматическая ножевая задвижка
- Ножевой затвор для тяжелых условий эксплуатации
- шиберная ножевая задвижка с пневмоприводом