





задвижка ножевая 300
Когда слышишь ?задвижка ножевая 300?, первое, что приходит в голову — это, конечно, DN300. Но вот в чём загвоздка: в реальной работе эта цифра часто становится точкой отсчёта для целой кучи нюансов, о которых в спецификациях пишут мелким шрифтом, если пишут вообще. Многие думают, что подобрал по диаметру — и всё, можно ставить. А потом начинаются вопросы по давлению, по средам, по типу привода, по тому, как эта махина будет вести себя в грязи или с абразивом. Сам через это проходил.
Что скрывается за ?трехсоткой? на практике
Взять, к примеру, стандартную задачу — магистраль для шламовых вод. Заказчик говорит: ?Нужна ножевая задвижка на 300, давление 10 бар?. Казалось бы, открывай каталог и выбирай. Но если среда с высоким содержанием твёрдых частиц, обычная конструкция с резиновым уплотнением может не вытянуть. Здесь уже нужно смотреть в сторону специализированных исполнений, например, ножевая задвижка для шлама. Уплотнение идёт совсем другое, часто металл по металлу с особыми наплавками, чтобы нож не заклинило. Один раз поставили стандартную на подобный объект — через полгода начались проблемы с герметичностью, клином. Пришлось переделывать.
Или момент с направлением потока. Для многих это неочевидно, пока не столкнёшься с обратным давлением. Двунаправленная ножевая задвижка — это одно решение, а вот однонаправленная — уже другое, и её нельзя ставить как попало. Для DN300 это критично, потому что усилия на шток и корпус при неправильной установке могут быть запредельными. Видел, как на одной ТЭЦ поставили однонаправленную заслонку не по потоку — её просто разорвало при первом же гидроударе с обратной стороны. Дорогое обучение получилось.
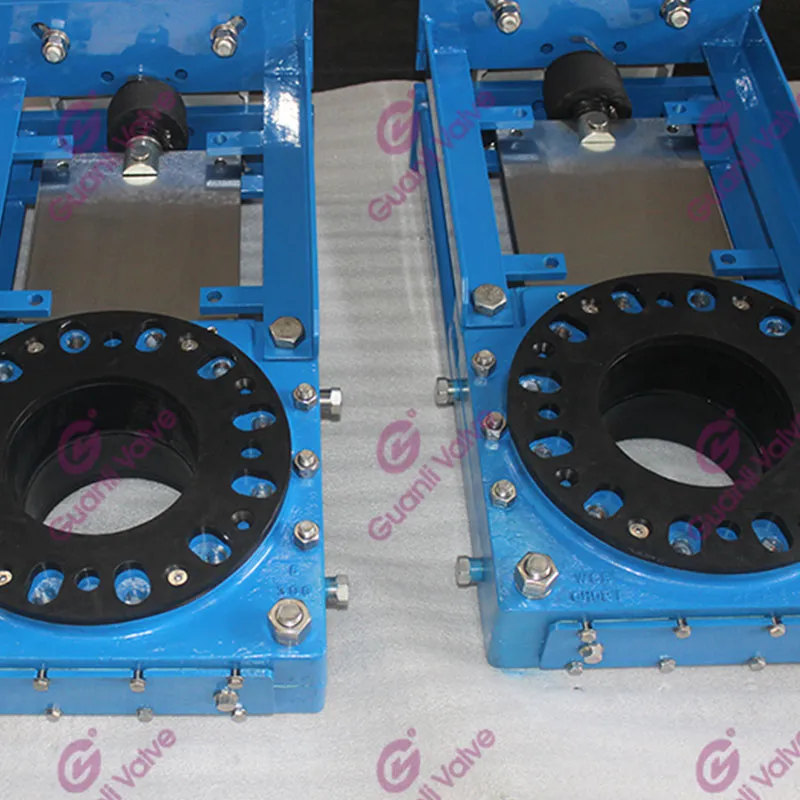
Ещё один практический момент — это габариты и вес. Задвижка ножевая 300 — это уже серьёзная конструкция. Монтаж в стеснённых условиях, особенно при замене старой арматуры, превращается в головоломку. Нужно заранее продумывать подъёмные механизмы, проверять прочность опор. Бывает, что по спецификации всё сходится, а привезли — и оказывается, что строители не учли вылет маховика или электропривода. Приходится на месте изгаляться.
Качество исполнения и ?белые пятна? в поставках
Сейчас на рынке много предложений, особенно из Азии. Цены привлекательные, но с качеством металла и точностью обработки бывают сюрпризы. Для ножевой задвижки, где принцип работы основан на чистом резе, качество режущей кромки — это всё. Если нож сделан из мягкой стали или плохо закалён, он быстро затупится или деформируется, особенно на DN300, где площадь воздействия большая. Потом задвижка не перекрывает поток до конца, начинаются протечки.
Здесь, кстати, можно отметить работу некоторых поставщиков, которые держат марку. Вот, например, смотрел продукцию на сайте ООО Чжэцзян Гуаньли Клапан (guanlivalve.ru). Они как раз заявляют о специализации на клапанной арматуре, и в их линейке видно несколько типов ножевых задвижек, включая те самые двунаправленные и для шлама. Важно, когда производитель не просто продаёт ?задвижку на 300?, а предлагает конкретные инженерные решения под разные условия. Это видно по описанию продуктов — есть разделение по типам, указаны особенности. Хотя, конечно, сайт сайтом, а реальное качество проверяется только на объекте, под нагрузкой.
Личный опыт подсказывает, что с любым поставщиком, даже самым проверенным, по арматуре на большие диаметры нужно отдельно согласовывать протоколы испытаний. Особенно на герметичность и на циклы ?открыть-закрыть? под номинальным давлением. Для задвижки ножевой 300 это не формальность. Как-то приняли партию без выборочных испытаний — две штуки из десяти на объекте дали течь после 50 циклов. Хорошо, что обнаружили на этапе пусконаладки, а не в процессе эксплуатации.
Монтаж и первые пуски: где кроются типичные ошибки
Самая распространённая ошибка при монтаже — несоосность с трубопроводом. Кажется, ерунда, но для ножевой задвижки это смертельно. Если фланцы трубопровода ?перекошены? и монтажники начинают её туда вживлять силами болтовых соединений, создаются внутренние напряжения в корпусе. В закрытом положении может быть нормально, а при открытии нож начинает цепляться, ходить туго. В итоге либо привод сгорает, либо шток лопается. С DN300 такие косяки исправлять очень дорого — приходится резать трубопровод.
Второй момент — подготовка среды перед первым пуском. Часто в новом трубопроводе остаётся окалина, сварочная окалина, песок. Для ножевой задвижки это абразив. Нужно обязательно ставить перед ней временный сетчатый фильтр или хотя бы продувать линию. Один проект по установке GKT ножевых задвижек с проходным каналом чуть не провалился из-за этого. Сразу после монтажа начали тестовые запуски, а в системе был строительный мусор. В результате несколько задвижок заклинило, режущие кромки были поцарапаны. Пришлось всё разбирать и чистить.
И третье — это обвязка и обслуживание. Нужно чётко понимать, будет ли задвижка с ручным маховиком, редуктором или электроприводом. Для диаметра 300 ручное управление уже довольно тяжёлое, часто нужен редуктор. А если ставится привод, то обязательно нужно предусмотреть место для его демонтажа для ремонта, не отключая всю линию. Это кажется мелочью, пока не встанет вопрос о замене муфты или датчиков положения, а вокруг всё заварено и зашито в теплоизоляцию.
Эволюция конструкции: от простой заслонки к сложному узлу
Если раньше задвижка ножевая воспринималась как простое устройство — корпус, нож, уплотнение, то сейчас это часто комплексный узел. Особенно это касается моделей для сложных сред. Появились конструкции с подпиткой уплотнения, системы продувки штока, встроенные индикаторы положения. Для диаметра 300 такие опции уже не роскошь, а часто необходимость, особенно в автоматизированных системах.
Интересно наблюдать за развитием сегментных решений. Тот же производитель ООО Чжэцзян Гуаньли Клапан указывает в своей линейке сегментные шаровые краны. Это, по сути, эволюция идеи ножевой задвижки для более высоких давлений. Принцип отсечения потока остаётся, но реализация иная. Для некоторых задач на 300 мм, где нужно частое и плавное регулирование, а не просто ?открыл-закрыл?, такие решения начинают конкурировать с классическими ножевыми. Хотя, конечно, у них своя ниша и свои сложности с уплотнением.
Возвращаясь к нашей ?трехсотке?. Сейчас выбор конкретной модели — это всегда компромисс между ценой, надёжностью, условиями среды и требованиями к обслуживанию. Нельзя просто взять первую попавшуюся из каталога. Нужно анализировать: какая именно среда будет идти (чистая вода, пульпа, химия), как часто будет срабатывать арматура, есть ли риск гидроударов, какая требуется степень герметичности (класс А, Б по ГОСТ). Только после этого цифра ?300? обрастает конкретными техническими характеристиками и становится осмысленным выбором в пользу, скажем, ножевая задвижка с крышкой определённого типа или её однонаправленной версии.
Вместо заключения: мысль вслух
Так что, когда в следующий раз будете заказывать задвижку ножевую на 300, не останавливайтесь на диаметре. Копните глубже в ТУ, пообщайтесь с технологами, которые знают реальный состав потока в трубе. Уточните у монтажников про пространство для установки. И обязательно требуйте от поставщика не просто сертификат соответствия, а расширенные отчёты по заводским испытаниям именно на те параметры, которые критичны для вашего объекта. Это та самая мелочь, которая отделяет удачную поставку от многомесячной головной боли с рекламациями, простоями и переделками. Проверено не раз. Арматура — это не та область, где можно сэкономить на внимании к деталям, особенно когда речь идёт о таких диаметрах.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Ножевая задвижка GKA
Ножевая задвижка GKA -
 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН ЧЕРВЯЧНЫЙ ПЕРЕДАЧА
СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН ЧЕРВЯЧНЫЙ ПЕРЕДАЧА -
 Ножевая задвижка GKF
Ножевая задвижка GKF -
 Ножевая задвижка GKS
Ножевая задвижка GKS -
 GVU947 ЭЛЕКТРИЧЕСКИЙ ПРИВОД
GVU947 ЭЛЕКТРИЧЕСКИЙ ПРИВОД -
 GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН С РЕЕЧНО-ШИННЫМ ПРИВОДОМ
GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН С РЕЕЧНО-ШИННЫМ ПРИВОДОМ -
 СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН
СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН -
 GVU947 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН ЭЛЕКТРИЧЕСКИЙ ПРИВОД
GVU947 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН ЭЛЕКТРИЧЕСКИЙ ПРИВОД -
 Задвижка ножевая бункерная
Задвижка ножевая бункерная -
 Сегментный V-образный шаровой клапан
Сегментный V-образный шаровой клапан -
 Однонаправленная ножевая задвижка GKU83
Однонаправленная ножевая задвижка GKU83 -
 Двунаправленная ножевая задвижка GKB
Двунаправленная ножевая задвижка GKB
Связанный поиск
Связанный поиск- Ножевой затвор с цепным приводом
- задвижка шиберная ножевая 150
- завод по производству сегментных шаровых клапанов
- Ножевой затвор с полиуретановым покрытием
- шиберная задвижка tecofi
- TGHP Шламовая ножевая задвижка
- Ножевой затвор с ушками
- задвижка шиберная с ручным приводом
- шиберные задвижки промарм
- задвижка ножевая шиберная ду150