





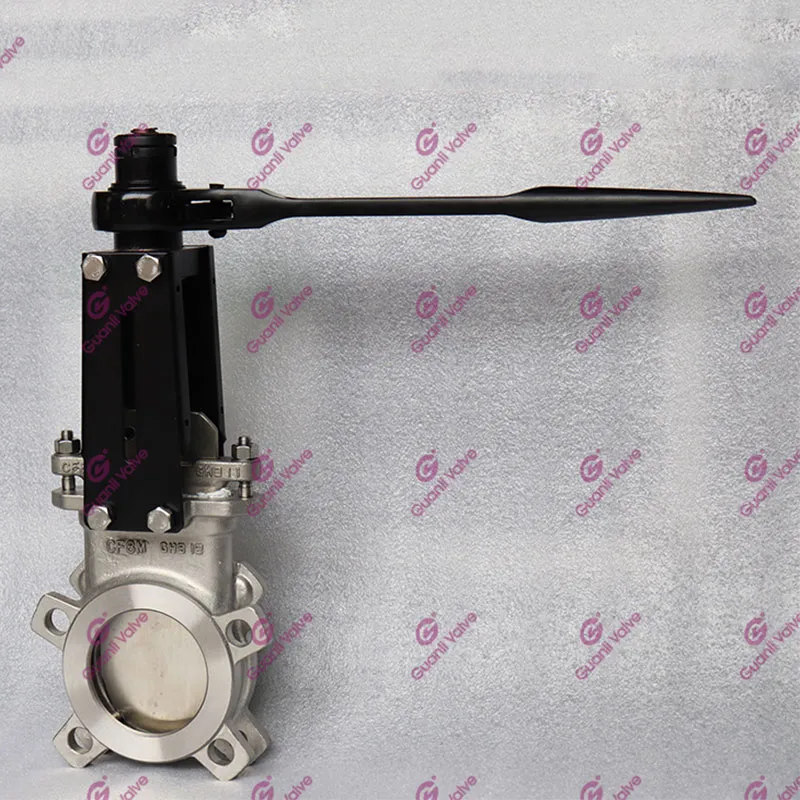
задвижка ножевая 200
Когда видишь в спецификации ?задвижка ножевая 200?, первое, что приходит в голову — это, конечно, DN200. Но вот тут и кроется первый подводный камень, о котором многие забывают. Цифра 200 — это номинальный диаметр, да, но для ножевой задвижки куда важнее, под какой рабочий напор она рассчитана и для какой среды. У нас на объекте как-то поставили задвижку на 200 мм, вроде бы всё по паспорту, а она на линии с абразивной суспензией начала подклинивать уже через полгода. Оказалось, конструкция шибера и уплотнения была не под тот тип шлама. Так что ?200? — это только отправная точка для разговора.
Конструктивные нюансы, которые решают всё
Основное преимущество ножевой задвижки — это её способность перекрывать вязкие и загрязнённые среды, где обычный клин просто ?встанет?. Конструкция ножа, который как бы срезает поток, здесь ключевая. Но вот что важно: не все ножи одинаковы. Видел я модели, где нож сделан из стандартной нержавейки, без какой-либо дополнительной обработки кромки. На воде прокатит, а на целлюлозной массе с включениями — быстро затупится, герметичность упадёт.
У того же производителя, ООО Чжэцзян Гуаньли Клапан (сайт их, кстати, guanlivalve.ru), в линейке как раз есть разделение по типам. Они предлагают и двунаправленную ножевую задвижку, и однонаправленную, и специальные задвижки для шлама. Это не маркетинг, это разная геометрия и подбор материалов. Для DN200, который часто используется на магистральных линиях, выбор направления отсечки — это вопрос проектирования всей системы. Поставишь однонаправленную не той стороной — и её может просто вырвать давлением.
Ещё один момент — это исполнение корпуса и тип уплотнения. Литые корпуса — это классика, но для агрессивных сред сейчас всё чаще идут на сварные конструкции из конкретных марок стали, чтобы минимизировать полости, где может накапливаться грязь. А уплотнение... Частая ошибка — пытаться добиться абсолютной герметичности ?на сухую?. В рабочей среде, особенно абразивной, уплотнительные поверхности должны ?приработаться?. Иногда видишь, как монтажники сразу начинают затягивать сальниковый узел ?до упора? на новой задвижке, а потом удивляются, что нож не двигается. Тут нужна выверенная затяжка и понимание, что полная герметичность придёт после нескольких циклов открытия-закрытия в рабочей среде.
Опыт применения и типичные ошибки монтажа
Расскажу про случай на одной из обогатительных фабрик. Заменили старую задвижку на новую, задвижку ножевую 200 как раз. Паспортные данные в порядке, давление, температура — всё в рамках. Смонтировали, запустили. Через месяц поступает жалоба: не до конца перекрывает, есть протечка. Приехали, начали разбираться. Оказалось, при монтаже не проверили соосность фланцев трубопровода. Было небольшое смещение, всего пару миллиметров, но его хватило, чтобы корпус задвижки оказался под напряжением. Нож шёл с перекосом, быстро износил нижнее уплотнение. Пришлось демонтировать, выравнивать трубопровод, ставить новую. Мораль: даже самая надежная арматура не терпит кривого монтажа.
Ещё один аспект — подготовка линии перед первым пуском. Казалось бы, очевидно: нужно продуть линию, убрать окалину, сварочный грат. Но на практике часто экономят время. А потом частица окалины размером с горошину попадает в зазор между ножом и седлом, оставляет вмятину — и всё, герметичность нарушена. Особенно критично для ножевая задвижка для шлама, где зазоры и так минимальны. Всегда настаиваю на тщательной промывке линии перед установкой такой арматуры.
Что касается самого размера DN200, то это, на мой взгляд, один из самых востребованных типоразмеров для магистральных переключений. Он достаточно большой для значительных потоков, но ещё не настолько огромный, чтобы возникали непреодолимые проблемы с монтажом или поиском запчастей. Например, тот же GKT ножевые задвижки с проходным каналом в этом диаметре часто идут с ручным редуктором, который всё ещё можно обслужить силами одного-двух человек, без спецтехники.
Выбор производителя: что смотреть помимо цены
Рынок завален предложениями. Когда выбираешь задвижка ножевая, особенно на ответственный участок, смотреть нужно не на красивую картинку в каталоге, а на детали. Первое — наличие полного пакета документов: сертификаты на материалы, протоколы испытаний (именно испытаний, а не ?контроля качества?), подробное руководство по монтажу и обслуживанию. Если производитель эти документы предоставляет легко и они выглядят как рабочие, а не отписка — это хороший знак.
Вот, к примеру, упомянутая компания ООО Чжэцзян Гуаньли Клапан позиционирует себя как профильный производитель арматуры. На их сайте видно, что они не ?всё подряд?, а сконцентрированы на ножевых и сегментных задвижках. Это часто означает более глубокую проработку именно этих продуктов. В их ассортименте видно разделение: ножевая задвижка с крышкой для одного типа обслуживания, сегментные шаровые краны для других задач. Для специалиста это говорит о том, что они, вероятно, понимают разницу в применении.
Обязательно нужно запросить информацию по уже реализованным проектам с аналогичным оборудованием. Не просто список, а желательно контакты для обратной связи (конечно, с согласия заказчика). Лучший показатель — это отзывы с объектов, где арматура отработала несколько лет. Как ведёт себя уплотнение? Не было ли проблем с подклиниванием штока? Как реагировала сервисная служба? Ответы на эти вопросы дадут больше, чем любая реклама.
Обслуживание и продление ресурса
Многие считают, что поставил ножевую задвижку — и забыл. Это не так. Да, она требует меньше внимания, чем, скажем, запорный клапан, но плановый осмотр необходим. Основные точки внимания для DN200: состояние штока и сальникового уплотнения на предмет коррозии и протечек, плавность хода ножа (любые заедания — тревожный сигнал), визуальный контроль фланцевых соединений.
Частая ошибка при обслуживании — использование неподходящей смазки. Для штока нужно применять именно ту, которую рекомендует производитель, особенно если среда специфическая (кислотная, щелочная). Самодеятельность здесь может привести к разбуханию уплотнителей или, наоборот, к их затвердеванию и потере эластичности.
И ещё про ресурс. Он сильно зависит от цикличности. Задвижка, которая стоит в закрытом или открытом положении месяцами, и задвижка, которой переключают поток по несколько раз в день, — это две большие разницы. Для режимов с частыми переключениями нужно изначально выбирать модели, рассчитанные на это, часто с усиленными элементами конструкции. В паспорте обычно указывается ресурс (количество циклов) для разных классов герметичности. На это стоит обращать внимание сразу, а не после того, как задвижка начала течь через 10 тысяч циклов, а вы на неё рассчитывали втрое больше.
Вместо заключения: практический взгляд
Так что же такое ?задвижка ножевая 200?? Это не просто кусок металла с фланцами. Это инструмент для решения конкретной задачи: надёжно перекрыть загрязнённый, вязкий или абразивный поток в трубопроводе диаметром 200 мм. Ключ к успеху — в понимании деталей: среды, давления, цикличности, нюансов монтажа. Сэкономить время на изучении каталога и техданных или купить ?что подешевле? почти всегда выходит боком — ремонт или простой линии обойдутся в разы дороже.
Сейчас, глядя на ассортимент, например, того же guanlivalve.ru, видишь, что рынок движется в сторону специализации. Уже нет одной универсальной ?ножевки?. Есть решения для шлама, для двустороннего давления, с разным типом привода. И это правильно. Потому что для разных условий и задачи ?200-й? задвижки нужны разные. Главное — чётко определить эти условия на берегу, а потом уже подбирать под них железо. И не забывать, что даже самая лучшая арматура — это лишь часть системы, которая работает хорошо только когда всё сделано правильно: от проекта до монтажа и обслуживания.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 GKT Ножовые задвижки с проходным каналом
GKT Ножовые задвижки с проходным каналом -
 Изолирующий клапан передатчика
Изолирующий клапан передатчика -
 Ножевая задвижка GKU75
Ножевая задвижка GKU75 -
 Однонаправленная ножевая задвижка GKU73
Однонаправленная ножевая задвижка GKU73 -
 Ножевая задвижка GKS
Ножевая задвижка GKS -
 GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН СКОТЧ-ЙОК ПРИВОД
GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН СКОТЧ-ЙОК ПРИВОД -
 Однонаправленная ножевая задвижка GKU83
Однонаправленная ножевая задвижка GKU83 -
 СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН
СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН -
 Сегментный V-образный шаровой клапан
Сегментный V-образный шаровой клапан -
 Задвижка ножевая бункерная
Задвижка ножевая бункерная -
 ПРУЖИННО-ДИАФРАГМЕННЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН
ПРУЖИННО-ДИАФРАГМЕННЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН -
 Отводной клапан GRKO
Отводной клапан GRKO
Связанный поиск
Связанный поиск- Однонаправленный ножевой затвор
- Производитель ножевых задвижек
- Ножевые затворы Deflecone с коническим седлом
- Сегментный клапан V-Port
- задвижка ножевого типа
- Высоконапорная ножевая задвижка для шламов
- Ножевые задвижки SKF
- Ножевой затвор с не поднимающимся штоком
- задвижка ножевая межфланцевая
- задвижка ножевая с электроприводом