





задвижка ножевая с электроприводом
Когда говорят ?задвижка ножевая с электроприводом?, многие сразу представляют себе простую связку: нож режет, мотор крутит. Но на практике, особенно с абразивными средами вроде шламов, эта простота обманчива. Частая ошибка — ставить мощный привод на слабый корпус или экономить на уплотнениях, думая, что главное — усилие среза. В итоге клин заедает, сальник течёт после первых же циклов, а электропривод либо недогружен, либо работает на пределе. Сам видел, как на одной обогатительной фабрике поставили стандартный привод на ножевую задвижку для густого шлама — через месяц редуктор ?сложился?. Оказалось, расчёт делали на воду, а не на плотную пульпу с песком.
От выбора до монтажа: где кроются подводные камни
Выбор привода — это не про каталог и галочку. Тут нужно смотреть на момент, скорость, класс защиты и, что важно, режим работы. Для ножевых задвижек, особенно двунаправленных, критичен пусковой момент. Если среда липкая, ножу в начальный момент нужно ?сорваться? с места, преодолеть прилипание. Электропривод с малым пусковым моментом может просто не провернуть шпиндель. Однажды столкнулся с ситуацией на трубопроводе с целлюлозной массой: задвижка вроде подходящая, привод по паспорту мощный, но при закрытии он останавливался, будто упирался в мертвый упор. Разобрали — оказалось, на клине налипла волокнистая масса, создав локальный затор. Привод не был рассчитан на такой пиковый скачок сопротивления.
Поэтому всегда смотрю на запас по моменту. Для шламовых линий минимум 30-50% сверх расчётного. И обязательно IP67/IP68, потому что в цехах мойка под давлением — обычное дело. Контакты реверса и концевиков должны быть герметичными, иначе окислятся. Помню, как на старом объекте из-за попадания влаги в клеммную коробку задвижка сама по себе начала закрываться. Хорошо, что персонал был рядом.
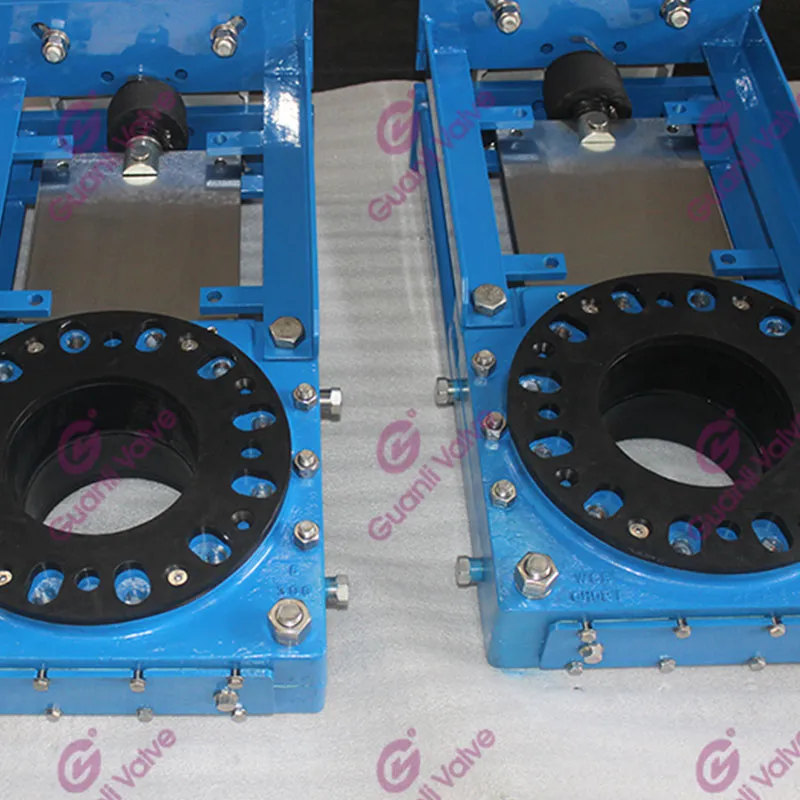
Монтаж — отдельная история. Часто бригады ставят задвижку и привод по отдельности, а потом соединяют муфтой. Если оси не соосны, появляется перекос, износ шпинделя и сальникового узла ускоряется в разы. Лучше брать готовые комплекты, где привод уже смонтирован и отрегулирован на заводе. Например, у ООО Чжэцзян Гуаньли Клапан в ассортименте есть GKT ножевые задвижки с проходным каналом, которые часто поставляются в сборе с электроприводами. Это снижает риски на объекте. Их сайт https://www.guanlivalve.ru полезно держать в закладках — там есть технические спецификации, по которым можно сверить моменты и габариты.
Особенности работы с шламом и абразивом
Здесь ножевая задвижка с электроприводом работает в самом жёстком режиме. Абразивные частицы действуют как наждак на уплотнительные поверхности и сам нож. Частая проблема — подклинивание в промежуточных положениях, если задвижку используют для дросселирования потока. Для чисто запорной функции это недопустимо. Нож должен двигаться быстро и чётко: полностью открыт или полностью закрыт. Электропривод с правильной скоростью здесь ключевой. Слишком медленный — увеличивается время контакта ножа с абразивным потоком, износ растёт. Слишком быстрый — могут быть гидроудары при закрытии.
Уплотнение — больная тема. Резиновые манжеты в чистом шламе стираются за сезон. Металл-по-металлу, как в некоторых конструкциях, держится дольше, но требует более точной подгонки и боится перекосов. Видел удачное решение в конструкции двунаправленной ножевой задвижки от Гуаньли: там комбинированное уплотнение с износостойкой вставкой, которое хорошо показало себя на угольной суспензии. Но даже с ним нужен регулярный осмотр сальникового узла.
Электропривод в таких условиях должен иметь не только высокий класс защиты от пыли и воды, но и стойкость к вибрации. Вибрация от насосов или турбулентного потока может расшатать крепления или внутренние шестерни редуктора. Поэтому при выборе всегда обращаю внимание на наличие жёстких фланцев крепления и виброизоляционных прокладок в комплекте. Без них срок службы может сократиться вдвое.
Электрика и автоматизация: что часто упускают
Тут много нюансов, которые в паспорте не пишут. Например, управляющие сигналы. Стандартный ?открыть-закрыть-стоп? — это минимум. Но в современные системы АСУ ТП часто нужно интегрировать сигналы положения (не только концевые, но и, скажем, 25%, 50%, 75% открытия для контроля), аварийные сигналы (перегрев мотора, перегрузка по моменту). Электропривод должен иметь соответствующие дискретные или аналоговые выходы. Был случай, когда на большом водоводе поставили задвижки с простейшими приводами без аналогового выхода положения. Пришлось потом городить отдельные датчики и ломать голову с их калибровкой.
Ещё момент — настройка момента срабатывания защиты. Её часто выставляют ?по умолчанию? или на максимум. Это опасно. Если нож встретит непреодолимое препятствие (например, забытый в линии инструмент), привод должен отключиться, а не ломать шпиндель или корпус. Но если момент выставлен слишком низко, защита будет срабатывать ложно, от трения о налипшую грязь. Настройка — это всегда поиск баланса на месте, с учётом реальной среды. Иногда помогает функция ?раскачки? (jogging), которая есть в продвинутых приводах: при заедании привод даёт короткие обратные импульсы, чтобы сорвать нож с места.
Не стоит забывать и про ручное дублирование. Хороший электропривод должен иметь легко переключаемую ручную маховичную станцию. Когда отключают электричество или случается сбой в управлении, возможность вручную открыть или закрыть линию — это вопрос безопасности и непрерывности технологического процесса. Проверяйте этот узел при приёмке — иногда ручной редуктор бывает тугим или неудобно расположенным.
Опыт с конкретными продуктами и итоговые соображения
Работая с разным оборудованием, обратил внимание на линейку ножевая задвижка для шлама от ООО Чжэцзян Гуаньли Клапан. В их моделях, судя по конструкции, сделан упор на усиленный корпус и клин, что логично для абразивных сред. Для шламовых применений они предлагают варианты с эксцентриковым шпинделем, что уменьшает износ уплотнений при открытии. Это практичное решение. На их сайте guanlivalve.ru видно, что компания специализируется именно на клапанах, а не на всём подряд, что обычно говорит о более глубокой проработке продукции. В описании продуктов, таких как однонаправленная ножевая задвижка или ножевая задвижка с крышкой, есть важные для инженера детали: материалы уплотнений, давление, тип присоединения.
В итоге, задвижка ножевая с электроприводом — это система, где механическая часть и привод должны подбираться и настраиваться как единое целое под конкретную задачу. Нельзя брать ?что подешевле? по отдельности и ждать надёжной работы. Универсальных решений нет. Для воды — один подход, для шлама с песком — другой, для волокнистых масс — третий. Ключевое — понимать физику процесса: что именно будет резать нож, с каким усилием, как часто, в каких внешних условиях будет работать привод.
Поэтому мой совет: всегда запрашивайте у поставщика, будь то ООО Чжэцзян Гуаньли Клапан или другой производитель, не просто каталог, а рекомендации по подбору привода под вашу среду. Идеально — получить ссылку на успешный опыт работы аналогичного узла. А при монтаже не поленитесь лично проверить соосность, герметичность кабельных вводов и плавность хода на ручном дублёре перед подачей напряжения. Эти простые шаги спасают от множества проблем в будущем. Всё остальное — уже детали, которые приходят с опытом, иногда горьким.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
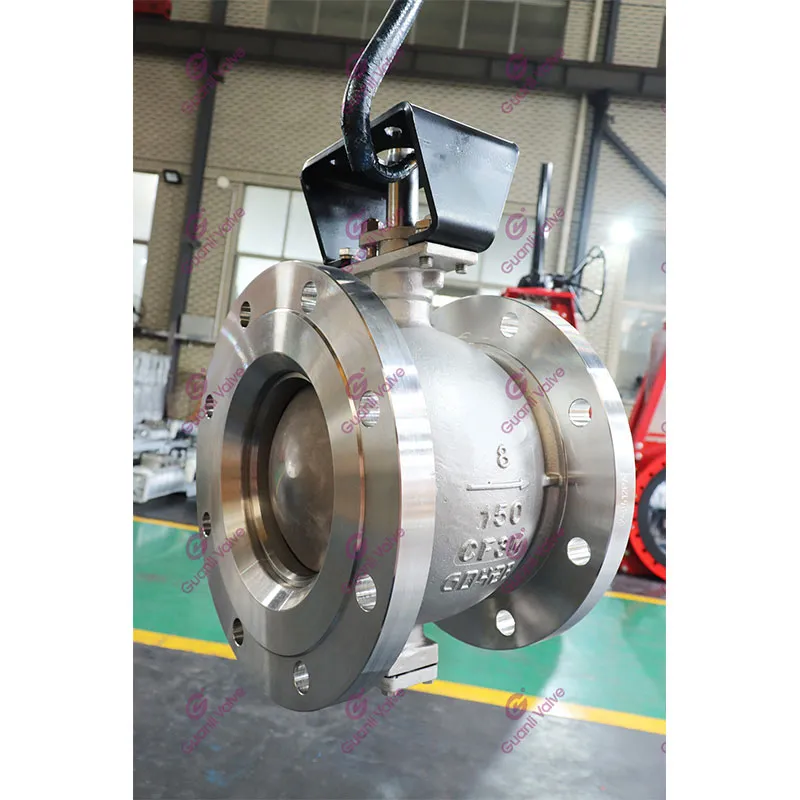
 GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН С РЕЕЧНО-ШИННЫМ ПРИВОДОМ
GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН С РЕЕЧНО-ШИННЫМ ПРИВОДОМ -
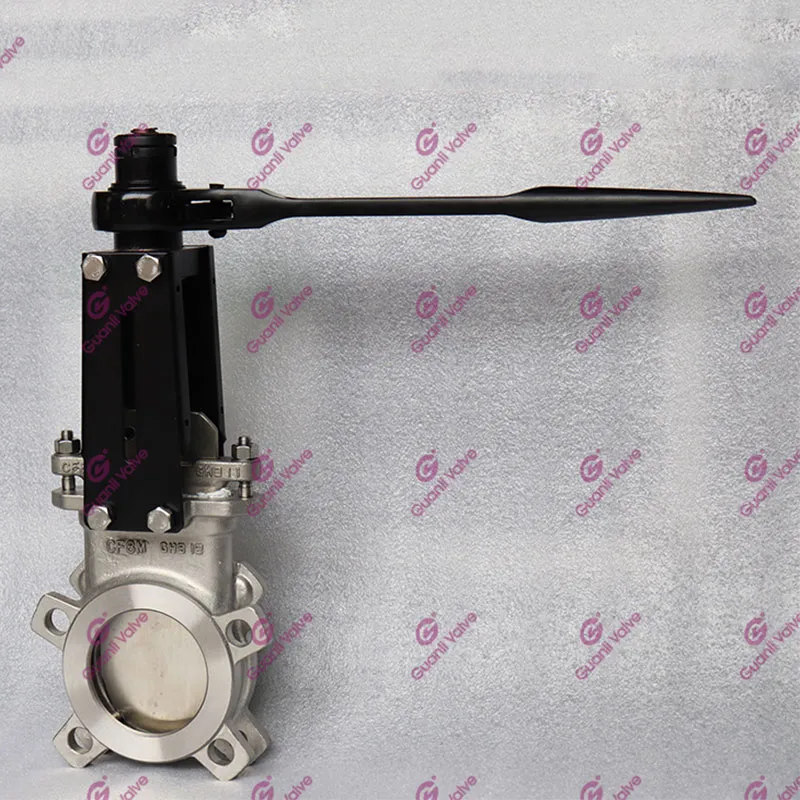
 Ножевая задвижка GKJ NP
Ножевая задвижка GKJ NP -
 Однонаправленная ножевая задвижка GKU83
Однонаправленная ножевая задвижка GKU83 -
 Сегментный V-образный шаровой клапан
Сегментный V-образный шаровой клапан -
 Ножевая задвижка с крышкой
Ножевая задвижка с крышкой -
 Ножевая задвижка GKN
Ножевая задвижка GKN -
 Ножевая задвижка GKF
Ножевая задвижка GKF -
 Отводной клапан GRKO
Отводной клапан GRKO -
 СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН
СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН -
 Ножевая задвижка GKU75
Ножевая задвижка GKU75 -
 Ножевая задвижка GKS
Ножевая задвижка GKS -
 Изолирующий клапан передатчика
Изолирующий клапан передатчика
Связанный поиск
Связанный поиск- Производитель ножевых задвижек
- Двунаправленные клапаны для шлама высокого давления
- задвижка шиберно ножевая kgvs
- Ножевой затвор с не поднимающимся штоком
- купить ножевую задвижку
- Ножевой задвижной клапан без подъема штока
- Ножевой затвор с пневматическим приводом
- Ножевой затвор для шламовых потоков
- TGHP Шламовая ножевая задвижка
- Регулирующий клапан V-Port