





задвижка ножевая сталь
Когда слышишь ?задвижка ножевая сталь?, многие сразу представляют себе простой клин, который опускается и перекрывает поток. Но на практике, особенно с абразивными средами вроде шлама или целлюлозной массы, всё упирается в детали: какая именно сталь, как она обработана, какая геометрия ножа и как это всё работает под реальным, а не паспортным давлением. Частая ошибка — думать, что главное в такой арматуре — это собственно нож, а корпус и уплотнения — дело второстепенное. На деле, неудачный выбор материала корпуса или конструкции сальника может похоронить даже идеальный нож из отличной стали.
Что скрывается за словом ?сталь? в ножевой задвижке
В спецификациях часто пишут обобщённо: ?корпус — сталь, нож — нержавеющая сталь?. Это мало о чём говорит. Для ножа, который работает как гильотина, перерезая включения в потоке, критична не просто коррозионная стойкость, а сочетание твёрдости, ударной вязкости и износостойкости. Например, для гидросмесей с песком часто требуется нож из стали с твёрдым напылением или даже керамическими вставками. Обычная AISI 304 может быстро покрыться бороздами. Я сталкивался с ситуацией, когда на объекте по перекачке пульпы за полгода ?съедало? ножи из 13% хромистой стали, пока не перешли на вариант с карбид-вольфрамовым наплавлением.
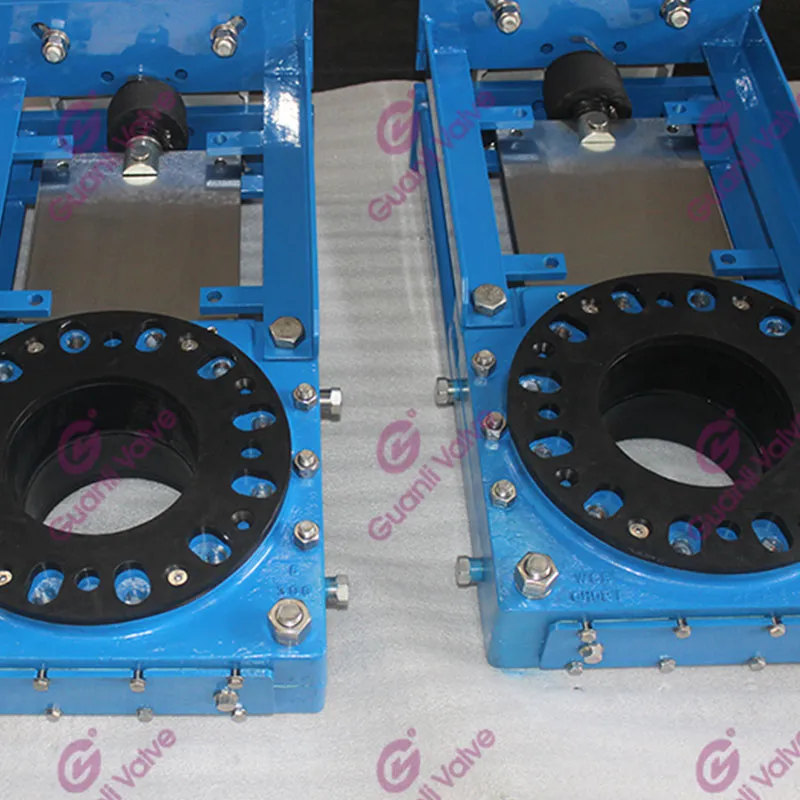
Корпусная сталь — отдельная история. Чугун для абразивов не годится категорически, углеродистая сталь 25Л — уже лучше, но для агрессивных сред нужна легированная. Важно смотреть на всю сборку: иногда сам нож живёт долго, а седло в корпусе разбивается, потому что материал не подобран в пару. Уплотнительные поверхности — это вообще зона повышенного внимания. Здесь часто идут на компромисс: делают корпус из углеродистой стали, а седла — из износостойкой нержавейки, что в целом разумно по стоимости.
Вот, к примеру, в ассортименте ООО Чжэцзян Гуаньли Клапан (https://www.guanlivalve.ru) видно, что они это понимают. У них в линейке есть и двунаправленная ножевая задвижка, и задвижка ножевая для шлама, что уже намекает на специализацию по сложным средам. Для шлама просто ?нержавейки? недостаточно — нужны конкретные марки, стойкие к кавитации и истиранию. Их продукт GKT Ножовые задвижки с проходным каналом, судя по описанию, как раз заточен под минимальное сопротивление потоку и самоочистку — важная фича для липких сред.
Конструктивные тонкости: от крышки до привода
Конструкция крышки — это не просто крышка. В ножевой задвижке с крышкой важно, как организован доступ к сальниковой камере и как обеспечивается герметичность штока. На старых моделях часто была проблема: при износе уплотнения штока требовался почти полный демонтаж. Сейчас более удачные конструкции позволяют подтянуть сальник или заменить кольца без снятия задвижки с линии. Мелочь? На практике — часы простоя и тонны не выгруженного продукта.
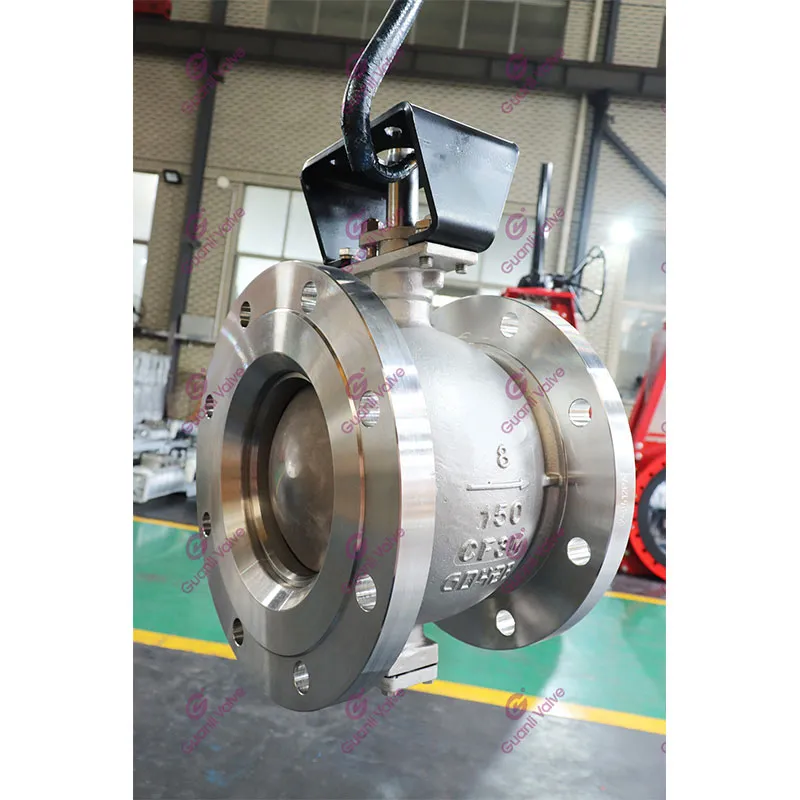
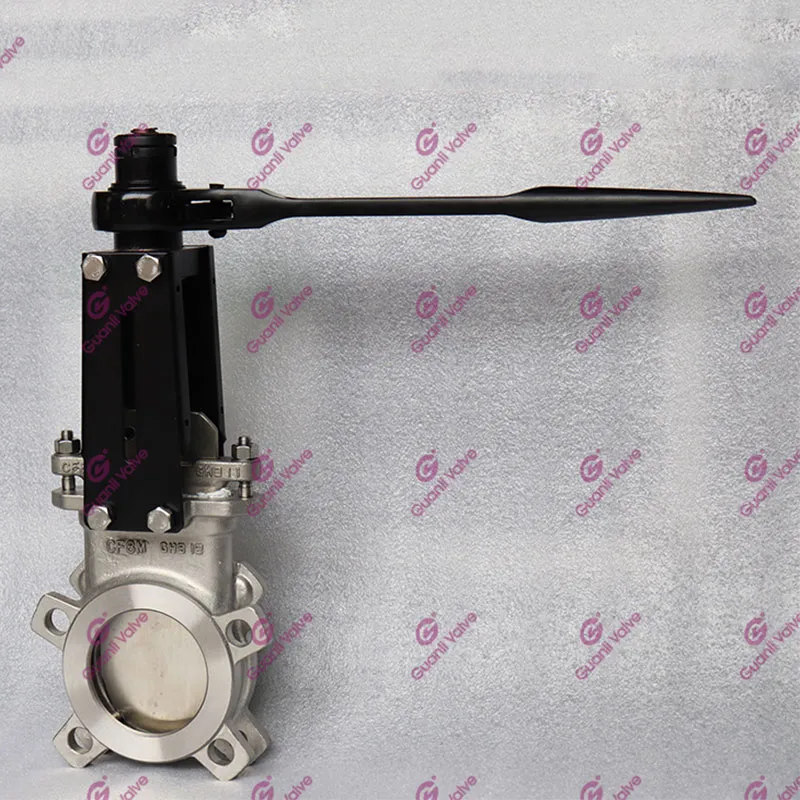
Привод. Ручной маховик — это дёшево, но для больших диаметров или высокого давления — это мука. Здесь уже смотрим на возможность установки пневмо- или электропривода. Ключевой момент — момент срабатывания и концевое усилие. Нож должен перерезать возможные включения, а не останавливаться на полпути. Был у меня опыт с задвижкой на трубопроводе с обезвоженным осадком: электропривод был рассчитан по каталогу, но не учли, что осадок иногда спекался. В итоге мотор сгорел, пытаясь закрыть нож. Пришлось ставить привод с запасом по моменту и встроенным предохранительным муфтой.
Ещё один нюанс — исполнение ?проходной канал? или ?полнопроходная?. Для сред, склонных к осаждению или содержащих волокна (целлюлоза, ТБО), полнопроходное исполнение — must have. Любое сужение — это место для зацепления и накопления мусора, которое потом забьётся намертво. В тех же GKT Ножовых задвижках этот момент, судя по всему, учтён в самой геометрии.
Однонаправленная или двунаправленная? Вопрос не праздный
Это, пожалуй, один из самых частых источников ошибок при подборе. Однонаправленная ножевая задвижка дешевле. И её часто ставят, не задумываясь о том, что в системе может возникнуть обратный поток или давление с другой стороны при закрытом состоянии. Если уплотнение рассчитано на давление только с одной стороны, такая ситуация гарантированно приведёт к протечке или даже повреждению ножа и седла. Всегда нужно уточнять у технологов: возможен ли обратный поток или опрессовка линии с обратной стороны?
Двунаправленная ножевая задвижка — более универсальное и, как правило, более надёжное решение. Уплотнение в ней работает в обе стороны. Да, она тяжелее и дороже. Но на ответственных участках, особенно где стоит автоматика и возможны сценарии с изменением направления потока, экономить на этом нельзя. Компания ООО Чжэцзян Гуаньли Клапан, судя по сайту, предлагает оба варианта, что логично — для разных задач нужны разные решения. Их описание как профессиональной компании в области клапанов намекает, что они могут помочь с правильным выбором, а не просто продать то, что есть в наличии.
Из личного опыта: на монтаже трубопровода промывных вод поставили однонаправленные задвижки, посчитав, что поток постоянный. Через полгода при ремонте соседней секции произошёл нештатный переток, и три задвижки ?потекли? по штоку. Пришлось срочно менять на двунаправленные. Дешевизна на старте обернулась серьёзными затратами на замену в уже работающей системе.
Монтаж и эксплуатация: где кроются подводные камни
Самая правильная задвижка ножевая сталь может быть убита неправильным монтажом. Первое правило — строгая соосность с трубопроводом. Перекосы создают дополнительные нагрузки на корпус и шток, ведут к преждевременному износу уплотнений и заклиниванию ножа. Особенно это критично для тяжелых стальных задвижек большого диаметра. Нужны правильные опоры под трубопровод, чтобы вес не висел на фланцах арматуры.
Второе — направление монтажа. Даже для двунаправленной задвижки часто рекомендуется определённое положение штока (вертикально или горизонтально) для оптимальной работы сальникового узла и стекания возможных протечек. Это всегда есть в мануале, но его редко кто читает до конца.
Третье, и самое важное — эксплуатационный режим. Ножевые задвижки не предназначены для регулирования потока! Их рабочие положения — ?открыто? и ?закрыто?. Если держать нож в промежуточном положении для дросселирования, стремительный поток с абразивом за считанные часы превратит кромку ножа и седло в решето. Об этом знают все, но на практике, особенно при ручном управлении, операторы иногда так делают, ?чтобы придушить поток?. Нужно либо ставить отдельный регулирующий клапан, либо использовать задвижку строго по назначению.
Резюме: на что смотреть при выборе
Итак, если обобщить, выбор задвижки ножевой из стали — это не поиск по самой низкой цене за килограмм металла. Это последовательный анализ: 1) Среда (абразивность, коррозионность, наличие волокон). Отсюда — марка стали ножа и корпуса, необходимость наплавки, полнопроходное исполнение. 2) Условия работы (давление, температура, возможное изменение направления потока). Отсюда — выбор между одно- и двунаправленной моделью, тип и мощность привода. 3) Эксплуатационные требования (частота циклов, возможность обслуживания на месте). Отсюда — конструкция крышки и сальникового узла.
Сайты вроде guanlivalve.ru полезны тем, что показывают ассортимент и специализацию. Видно, что ООО Чжэцзян Гуаньли Клапан фокусируется именно на ножевой арматуре, предлагая варианты для шлама, двунаправленные, с проходным каналом. Это говорит о глубоком погружении в тему, а не о простом перепродаже ширпотреба. Для инженера или механика, которому нужно быстро сориентироваться в вариантах, такая конкретика ценна.
В конечном счёте, удачная установка — это когда после пуска про арматуру забывают на годы. Она просто работает: открылась, закрылась, не течёт. Достичь этого можно только если рассматривать задвижку ножевую сталь не как изолированное изделие, а как часть системы, со всеми её нюансами и потенциальными проблемами. И здесь опыт, в том числе и негативный, как раз и является главным советчиком.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН СКОТЧ-ЙОК ПРИВОД
GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН СКОТЧ-ЙОК ПРИВОД -
 Ножевая задвижка GKU75
Ножевая задвижка GKU75 -
 Двунаправленная ножевая задвижка GKB
Двунаправленная ножевая задвижка GKB -
 Ножевая задвижка GKA
Ножевая задвижка GKA -
 GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН С РЕЕЧНО-ШИННЫМ ПРИВОДОМ
GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН С РЕЕЧНО-ШИННЫМ ПРИВОДОМ -
 GVU947 ЭЛЕКТРИЧЕСКИЙ ПРИВОД
GVU947 ЭЛЕКТРИЧЕСКИЙ ПРИВОД -
 Сегментный V-образный шаровой клапан высокого давления
Сегментный V-образный шаровой клапан высокого давления -
 СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН
СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН -
 Изолирующий клапан передатчика
Изолирующий клапан передатчика -
 Задвижка ножевая бункерная
Задвижка ножевая бункерная -
 Двусторонная ножевая задвижка GKJ HP
Двусторонная ножевая задвижка GKJ HP -
 Ножевая задвижка с крышкой
Ножевая задвижка с крышкой
Связанный поиск
Связанный поиск- Ножевой затвор с гидравлическим приводом
- Ножевой затвор класса 300
- Ножевой затвор из высокопрочного чугуна
- Ножевой затвор с коническим редуктором
- ножевой затвор с электроприводом
- Ножевой затвор для шлама высокого давления
- задвижки шиберные orbinox
- Пневматический ножевой затвор с защитой от сбоев
- Шиберные ножевые задвижки
- сегментный шаровой клапан из Китая