





Завод ножевых задвижек
Когда слышишь ?завод ножевых задвижек?, многие сразу представляют цеха с ЧПУ, штамповку, сварку. Это, конечно, основа. Но настоящий завод — это прежде всего люди, которые годами набивают шишки на обкатке конструкций. Самый частый прокол у новичков в теме — гнаться за идеальной геометрией клина по чертежу, забывая, как поведёт себя эта сталь после первой же партии абразивной пульпы на реальном объекте. Уплотнение-то должно не просто закрываться, а изнашиваться предсказуемо. Об этом редко пишут в каталогах.
От чертежа до первой течи: где кроется подвох
Взял как-то заказ на партию ножевая задвижка для шламовых линий. Конструкция типовая, клин с обрезиненным уплотнением, давление среднее. Сделали всё как всегда, отправили. Через месяц звонок: подтёки по штоку. Разбираемся. Оказалось, заказчик, экономя, поставил задвижки на вертикальный участок трубопровода с верхним подводом шлама. А у нас сальниковый узел был рассчитан на горизонтальный монтаж — не учли дополнительную нагрузку от столба пульпы на крышку. Мелочь? На бумаге — да. На деле — простой линии и репутационные потери.
После этого случая начал всегда уточнять не только параметры среды, но и ориентацию на трубопроводе, частоту циклов, даже состав взвеси — бывает, мелкие частицы кварца действуют как наждак на направляющие. Теперь в техзадание для производства всегда вношу графу ?условия монтажа и эксплуатации?. Казалось бы, базовые вещи, но сколько проектов спотыкаются именно на этом.
Кстати, о материалах. Для корпусов часто идёт литьё из WCB. Но для агрессивных сред с хлоридами, которые сейчас всё чаще встречаются на ГОКах, этого мало. Перешли на CF8M для ответственных узлов. Дороже, да. Зато меньше головной боли с коррозией. Видел, как на одном из старых заводов пытались экономить, ставили обычную углеродистку на линию с морской водой. Через полгода клин просто ?прикипел? к корпусу. Ремонт обошёлся дороже, чем первоначальная экономия.
Клин клину рознь: почему ?универсальных? решений не бывает
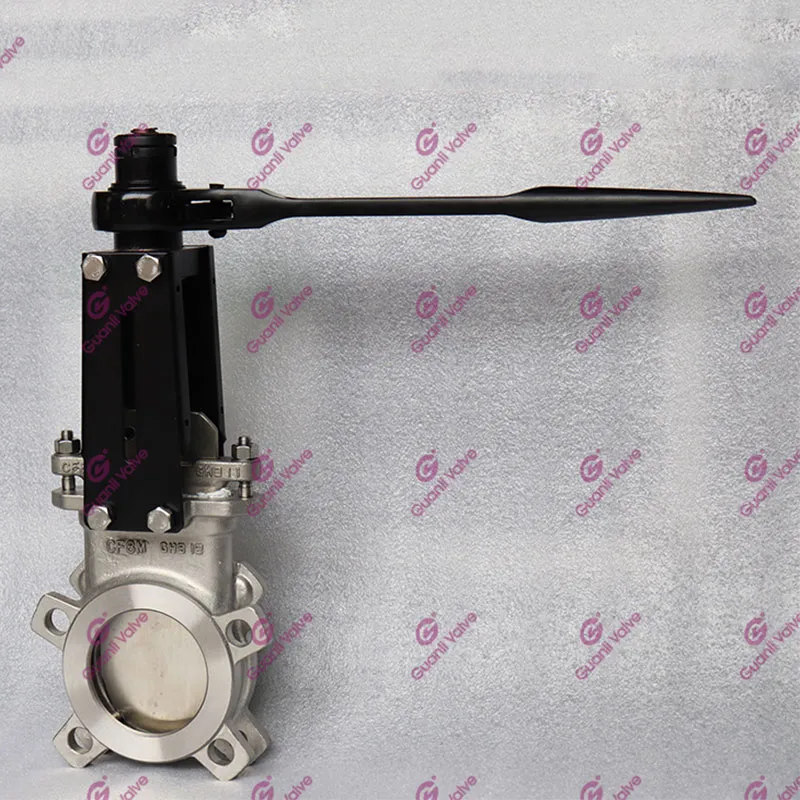
Вот, например, двунаправленная ножевая задвижка. Многие думают, что если она держит давление с двух сторон, то можно ставить куда угодно. Ан нет. Ключевой момент — качество притирки уплотнительных поверхностей. Если для однонаправленной можно допустить микронные неровности на ?неответственной? стороне, то здесь шлифовка должна быть идеальной по всему контуру. Мы как-то пробовали ускорить процесс, используя новый абразивный станок. Получилось быстрее, но микрорельеф остался — при испытаниях на реверс дали течь. Вернулись к старой технологии ручной притирки с пастой. Трудоёмко, зато надёжно.
А вот с ножевая задвижка с крышкой другая история. Конструкция с фланцевой крышкой хороша для ремонта, но это дополнительное разъёмное соединение — потенциальное место протечки. Особенно при температурных деформациях. Помню проект для Севера, где перепады от -50 до +30. Рассчитали усилия затяжки шпилек с учётом коэффициента расширения стали. Но не учли, что прокладка из PTFE поведёт себя иначе, чем расчётная графитовая. В итоге на морозе дали слабину. Пришлось на месте перебирать, подбирать момент затяжки опытным путём. Вывод: всегда тестируй весь узел в сборе в условиях, максимально приближенных к реальным. Нельзя доверять только расчётам.
Сейчас многие обращают внимание на продукцию вроде той, что предлагает ООО Чжэцзян Гуаньли Клапан (сайт — guanlivalve.ru). Смотрю их линейку — у них в ассортименте и GKT Ножовые задвижки с проходным каналом, и однонаправленная ножевая задвижка. По фото видно, что делают акцент на массивный шток и усиленные сальниковые камеры — это правильный ход для тяжёлых условий. Для шламовых систем как раз нужно. Но я бы поинтересовался, как у них обстоят дела с термообработкой клина. Это часто узкое место: если перекалить — хрупким станет, недокалить — будет гнуться. Нет в открытом доступе данных по ударной вязкости для их марок стали. Надо бы запросить.
Шламовые системы: полигон для испытаний на прочность
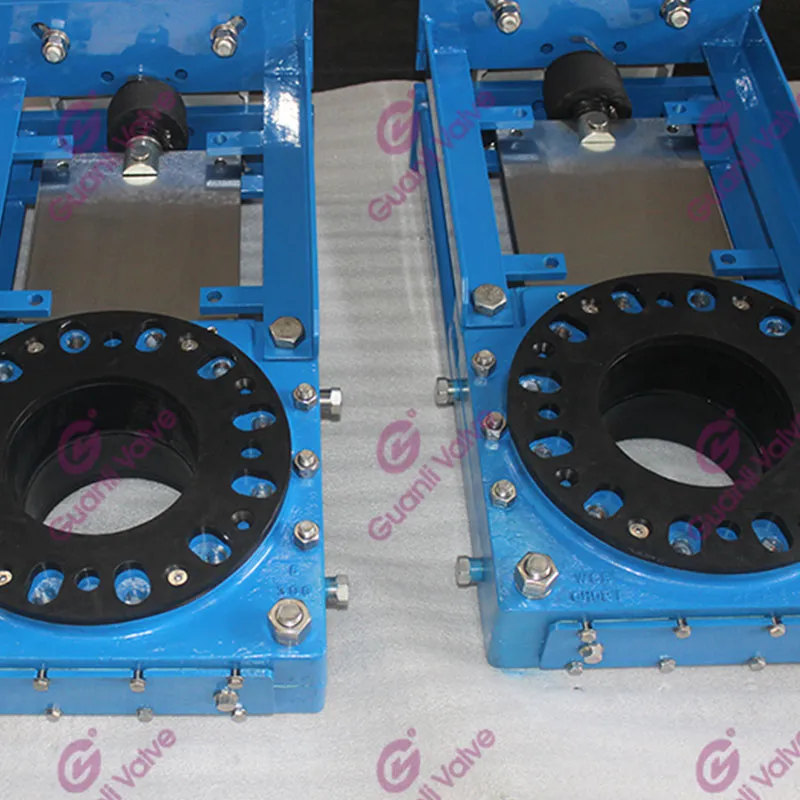
Отдельная песня — ножевая задвижка для шлама. Здесь главный враг — абразив. Можно сделать сверхтвёрдое напыление на клин, но тогда страдает седло. Или наоборот. Нужен баланс. Мы экспериментировали с различными парами трения: хромовый сплав против никелированного чугуна, карбид вольфрама против полиуретана. Самое живучее решение для высококонцентрированных пульп оказалось не самое технологичное: сменные вставки седла из износостойкой резины, которые можно менять без демонтажа задвижки с линии. Ресурс, конечно, меньше, чем у металла, но стоимость обслуживания в разы ниже.
Ещё один нюанс — профиль проходного канала. В идеале он должен быть максимально гладким, без карманов, где может накапливаться осадок. Видел конструкции, где для уменьшения габаритов делали ступенчатый канал. В итоге задвижка, предназначенная для шлама, сама становилась местом постоянных заторов. Приходилось ставить промывные штуцера. Лишние точки потенциальных протечек.
Поэтому когда вижу в спецификациях ООО Чжэцзян Гуаньли Клапан (эта компания позиционирует себя как профессиональная компания Клапан) модели именно для шлама, первым делом смотрю на чертёж проходного сечения. Должен быть ровный, обтекаемый путь, желательно полнопроходный. И фланец с высоким классом герметичности — иначе шлам будет просачиваться по болтам.
Сборка и контроль: где рождается надёжность
Можно иметь лучшие поковки и станки, но если сборка ведётся ?на глазок?, всё насмарку. Особенно критична соосность направляющих клина и седла. Раньше собирали на стапелях, выверяли индикаторами. Сейчас внедряем кондукторы для каждой типоразмерной группы. Это ускоряет процесс, но требует идеальной подготовки самих кондукторов — их периодически надо перепроверять на износ.
Контроль давления — обязательный, но недостаточный этап. Всегда настаиваю на циклических испытаниях. Сделал 200-300 циклов ?открыл-закрыл? под рабочим давлением. Часто именно после этого проявляются дефекты приработки, незаметные при однократном гидроиспытании. Например, начинает подклинивать шток или сальник подтекает после серии циклов.
Важный момент, о котором мало говорят, — чистота сборки. Одна мелкая стружка, оставшаяся внутри корпуса, может поцарапать уплотнение при первом же закрытии. У нас был случай на участке сборки задвижка ножевая, когда после мойки корпуса не просушили как следует — осталась влага. Собрали, отгрузили. На объекте при отрицательной температуре вода замёрзла, клин вмёрз в седло. Теперь мойка и продувка сжатым воздухом — обязательный финальный этап перед упаковкой.
Взгляд вперёд: материалы и ?умные? решения
Сейчас много шума вокруг аддитивных технологий для литья корпусов сложной формы. Пробовали заказать опытный образец корпуса с оптимизированными внутренними полостями — чтобы снизить вес без потери прочности. Получилось интересно, но стоимость пока запредельная для серии. Думаю, это дело будущего, лет через пять-семь, когда технологии станут доступнее.
Более реальное направление — внедрение датчиков положения и износа. Не просто редуктор с концевиком, а датчики, которые могут передавать данные о том, насколько плотно закрыт клин, или о температуре в сальниковой камере. Это уже не экзотика. Для ответственных трубопроводов, где важен превентивный ремонт, такие системы будут востребованы. Но здесь встаёт вопрос надёжности самой электроники в цехах с вибрацией и запылённостью.
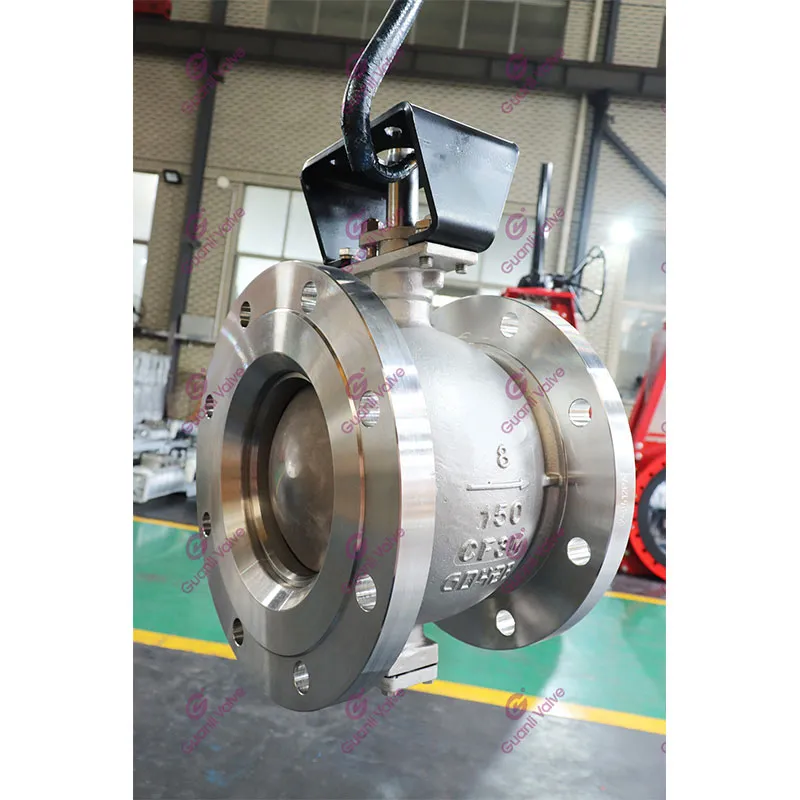
Если вернуться к теме заводов, то вроде ООО Чжэцзян Гуаньли Клапан, судя по их сайту, делают ставку на широкую линейку стандартных продуктов — от сегментный шаровой клапан до специализированных ножевых задвижек. Это разумно, чтобы закрывать разные нужды рынка. Но для серьёзного игрока важно также иметь возможность делать нестандартные решения под проект. Например, задвижку с нестандартным ходом штока или из специфического сплава. Готово ли производство к такой гибкости — вот вопрос. Часто конвейерная логика убивает возможность кастомизации. А без этого в современном B2B-секторе тяжело. В общем, завод ножевых задвижек — это не про то, чтобы штамповать железки. Это про то, чтобы понимать, как эта железка будет работать в грязи, на морозе, под нагрузкой в тысячи циклов. И постоянно это понимание проверять и перепроверять на практике.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Сегментный V-образный шаровой клапан
Сегментный V-образный шаровой клапан -
 Задвижка ножевая бункерная
Задвижка ножевая бункерная -
 СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН
СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН -
 Ножевая задвижка GKA
Ножевая задвижка GKA -
 Однонаправленная ножевая задвижка GKO
Однонаправленная ножевая задвижка GKO -
 Ножевая задвижка GKN
Ножевая задвижка GKN -
 Ножевые задвижки GKG HP
Ножевые задвижки GKG HP -
 Ножевая задвижка GKJ NP
Ножевая задвижка GKJ NP -
 Ножевая задвижка GKS
Ножевая задвижка GKS -
 GKT Ножовые задвижки с проходным каналом
GKT Ножовые задвижки с проходным каналом -
 Однонаправленная ножевая задвижка GKU83
Однонаправленная ножевая задвижка GKU83 -
 Сегментный V-образный шаровой клапан высокого давления
Сегментный V-образный шаровой клапан высокого давления
Связанный поиск
Связанный поиск- vag zeta шиберно ножевая задвижка
- задвижка шиберная с ручным приводом
- V-образный шаровой кран
- Ножевой затвор с коническим редуктором
- Бункерная ножевая задвижка
- Ножевой затвор для шлама высокого давления
- сегментный шаровой клапан из Китая
- затвор шиберный ножевой
- шиберные ножевые затворы orbinox
- Ножевая задвижка с полиуретановым покрытием