





Высоконагруженные шламовые задвижки для экстремальных условий работы
Когда говорят про высоконагруженные шламовые задвижки для экстремальных условий, многие сразу представляют себе просто усиленную конструкцию. Но в этом и кроется главный подводный камень — экстремальность это не только про давление или температуру, это про абразив, про кристаллизацию, про нестабильный состав среды, который сегодня шлам, а завтра уже с включениями, способными заклинить даже толстый клин. Часто ошибочно делают ставку только на материал, забывая про геометрию проходного канала и тип уплотнения. Сам видел, как на одной обогатительной фабрике поставили вроде бы тяжелую задвижку, но через три месяца седла были срезаны — не учли, что в шламе бывают кварцевые частицы определенной фракции, которые работают как абразивная паста при закрытии. Вот с таких ситуаций и начинается понимание, что такое реально высоконагруженный узел.
Что на самом деле значит ?экстремальные условия? для шлама?
Здесь нельзя дать универсального определения. Для кого-то это 100 бар и 80°C, а для кого-то — работа в циклах каждые 20 минут с высокоабразивной суспензией при скромных 16 бар. Ключевой параметр — интенсивность износа. Если обычная задвижка на воде служит годами, то здесь счет может идти на месяцы, а иногда и недели. Поэтому основная нагрузка — не столько на корпус, сколько на пару ?седло-затвор? и систему уплотнения штока. Частая ошибка — пытаться применить стандартные решения с мягкими уплотнениями. В шламе с его мелкодисперсными частицами такие уплотнения быстро теряют герметичность, частицы набиваются в зазоры, и шток начинает подклинивать.
Из собственного опыта — на одном из проектов по гидротранспорту хвостов обогащения столкнулись с проблемой заклинивания штока после простоя. Причина оказалась в банальном: в конструкции была полость под уплотнением, где шлам накапливался и затвердевал. Решение пришло не сразу — пришлось пересматривать схему уплотнительной камеры, переходя на конструкцию с вытесняющей средой и дополнительной промывкой. Это тот случай, когда каталоговая картинка не показывает всех нюансов.
Еще один момент — это коррозионная активность среды. Часто шлам имеет высокий pH или содержит хлориды. Казалось бы, нержавеющая сталь должна выдержать. Но в сочетании с абразивным износом коррозионно-эрозионный процесс ускоряется в разы. Поэтому материал должен быть подобран не просто ?нержавеющий?, а конкретной марки, часто с дополнительным упрочнением поверхностей, например, методами наплавки. Видел удачные применения сплавов типа Hardface 6 на седлах задвижек от ООО Чжэцзян Гуаньли Клапан — их ножевая задвижка для шлама как раз заточена под такие комбинированные воздействия.
Конструктивные особенности, которые работают, а которые — нет
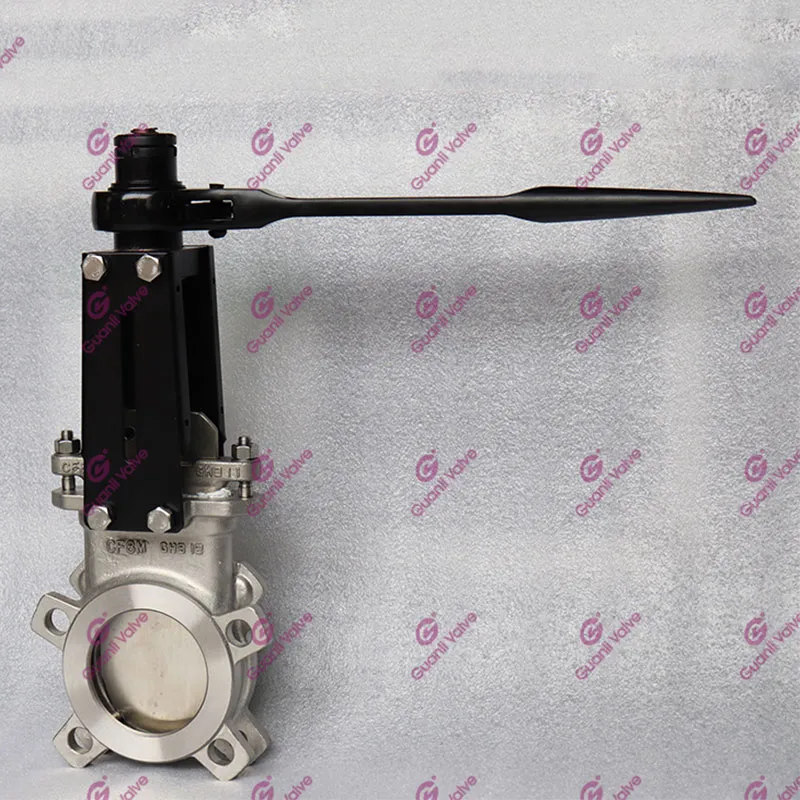
Классическая клиновая задвижка в чистом виде для высоконагруженных шламовых задач — это почти всегда провал. Клину просто некуда уйти, частицы шлама забиваются между ним и седлами, и следующий цикл закрытия происходит с перегрузом. Привод либо отключается по перегрузке, либо ломается механическая часть. Поэтому единственно верный путь — это ножевая задвижка. Но и здесь есть десятки нюансов.
Однонаправленная или двунаправленная? Вопрос не праздный. Если среда всегда подается с одной стороны, можно сэкономить и взять однонаправленную. Но в реальных трубопроводах бывают гидроудары, обратные потоки при отключении насосов. И тогда однонаправленная конструкция может не обеспечить герметичность. Поэтому, даже если технологи уверяют в стабильности направления, я всегда склоняюсь к двунаправленной ножевой задвижке как к более надежному и безопасному решению. Это страховка от непредвиденных ситуаций, которые на производстве случаются регулярно.
Очень важен профиль ножа и седла. Прямой срез — плохо. Нужна геометрия, которая не просто перерезает шлам, а отводит его от уплотнительных поверхностей. Некоторые производители делают седла со специальными карманами для сбора твердых частиц, но на практике эти карманы сами становятся проблемой — их сложно очистить при ревизии. У китайских коллег из ООО Чжэцзян Гуаньли Клапан в моделях GKT Ножовые задвижки с проходным каналом реализован интересный подход с суженным проходом в зоне седла, что создает повышенную скорость потока и самоочистку поверхностей в момент открытия. На сайте guanlivalve.ru можно посмотреть схемы — видно, что продуктовая линейка сделана с пониманием проблемы.
И про уплотнение штока. Сальниковая набивка — это прошлый век для таких условий. Требуется сильфонное уплотнение или комбинированная система ?сильфон + сальник? как резерв. Но сильфон тоже имеет ресурс по циклам, и это нужно учитывать в регламенте обслуживания. Забыл про это однажды на объекте — в итоге при плановой проверке обнаружили микротрещину. Хорошо, что заметили до отказа.
Материалы: не там ищем прочность
Часто заказчик требует ?самый твердый материал?. Но твердость — не панацея. Высокоуглеродистая сталь может быть твердой, но хрупкой. При ударном воздействии крупной частицы возможно образование сколов. Нужен материал с хорошим сочетанием твердости поверхности и вязкости сердцевины. Поэтому для корпусов часто идет литая углеродистая сталь с внутренними поверхностями, защищенными наплавкой из стеллита или карбида хрома. Для ножа — закаленная нержавейка, например, 420 марки, но опять же с упрочнением рабочей кромки.
Интересный опыт был с применением керамических напылений. Технология модная, но в условиях высокоабразивного шлама с ударной нагрузкой керамический слой отходил пластами. Видимо, из-за разницы коэффициентов теплового расширения с металлической основой и циклических температурных перепадов в трубопроводе. Вернулись к проверенным методам наплавки.
Еще один критичный момент — это материал седла. Он не должен быть идентичным материалу ножа, иначе будет происходить адгезионный износ (?схватывание?). Обычно здесь применяют пару разнородных материалов. В некоторых моделях, например, тех же задвижек ножевых от Гуаньли, используется сочетание закаленной нержавеющей стали ножа и специального износостойкого полимера в седле. Это дает хорошую герметичность и снижает усилие при закрытии. Но полимер имеет ограничение по температуре — это надо помнить.
Монтаж и эксплуатация: где рождаются проблемы
Можно поставить идеальную задвижку, но смонтировать ее неправильно — и все преимущества сойдут на нет. Первое и главное — выравнивание фланцев. Малейший перекос создает нерасчетные нагрузки на корпус, приводит к преждевременному износу седел и утечкам. Особенно это актуально для тяжелых задвижек большого диаметра. Всегда настаиваю на использовании динамометрических ключей при затяжке шпилек по рекомендуемой схеме.
Второе — это подготовка трубопровода перед пуском. Остатки окалины, сварочного грата, песка после строительства — это убийца для любой, даже самой стойкой задвижки. Обязательна промывка до чистоты. Был случай, когда из-за экономии на промывке новая задвижка вышла из строя после двух недель работы — грат прорезал уплотнение седла.
И третье, самое важное в эксплуатации — это соблюдение циклов. Высоконагруженные шламовые задвижки часто имеют ограниченный ресурс по количеству циклов (особенно с сильфонным уплотнением). Нужно вести их учет. Нельзя оставлять задвижку в промежуточном положении для регулировки потока — это режим интенсивного эрозионного износа. Либо открыто, либо закрыто. Если нужна регулировка — ставить дроссельную арматуру отдельно.
Про обслуживание. Плановые ревизии — не пустой звук. На одном объекте удалось продлить межремонтный интервал в полтора раза просто за счет введения ежеквартального осмотра состояния штока и очистки от налипшего шлама в направляющих. Простая процедура, но часто ей пренебрегают, пока не станет поздно.
Кейсы и выводы: от теории к практике
Хочется привести в пример один проект на Кольском полуострове, условия — транспортировка медно-никелевого шлама, низкие температуры, высокая абразивность. Изначально стояли стандартные задвижки, меняли их каждые 8-10 месяцев. Перешли на специализированные высоконагруженные шламовые задвижки с усиленной конструкцией и уплотнениями, рассчитанными на холод. Ресурс увеличился до 3-4 лет. Ключевым было не только изделие, но и комплексный подход: утепление привода, изменение графика плановых проверок зимой.
Другой случай, менее удачный. Пытались сэкономить и поставили на магистральный шламовод задвижку, позиционируемую как ?для тяжелых условий?, но от непроверенного поставщика. Через полгода произошло заклинивание в открытом положении во время плановой остановки линии. Пришлось отключать и дренировать весь участок для ремонта, простой цеха — огромные убытки. Разборка показала, что направляющие ножа были выполнены из мягкой стали и деформировались. Вывод: экономия на качестве арматуры для таких процессов — это ложная экономия. Лучше работать с профильными производителями, которые дают подробные рекомендации по применению, как это делает ООО Чжэцзян Гуаньли Клапан на своем ресурсе. Их ножевая задвижка для шлама — не универсальный продукт, а серия решений под разные типы сред, что видно по описаниям.
В итоге, что хочется сказать. Выбор задвижки для экстремальных шламовых условий — это всегда компромисс между стоимостью, ресурсом и ремонтопригодностью. Нет идеального варианта на все случаи. Нужно глубоко анализировать параметры среды, режим работы, возможности обслуживания на месте. И главное — не верить на слово громким названиям, а требовать конкретные данные по испытаниям, примеры внедрения в схожих условиях. И всегда, всегда закладывать в проект возможность относительно быстрой замены или ремонта узла — потому что даже самое надежное оборудование в таких условиях имеет свой срок, и к этому нужно быть готовым.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Изолирующий клапан передатчика
Изолирующий клапан передатчика -
 Задвижка ножевая бункерная
Задвижка ножевая бункерная -
 GVU947 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН ЭЛЕКТРИЧЕСКИЙ ПРИВОД
GVU947 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН ЭЛЕКТРИЧЕСКИЙ ПРИВОД -
 Сегментный V-образный шаровой клапан высокого давления
Сегментный V-образный шаровой клапан высокого давления -
 Ножевая задвижка GKW
Ножевая задвижка GKW -
 GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН СКОТЧ-ЙОК ПРИВОД
GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН СКОТЧ-ЙОК ПРИВОД -
 Ножевая задвижка с крышкой
Ножевая задвижка с крышкой -
 Сегментный V-образный шаровой клапан
Сегментный V-образный шаровой клапан -
 Ножевая задвижка GKS
Ножевая задвижка GKS -
 GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН С РЕЕЧНО-ШИННЫМ ПРИВОДОМ
GVU647 СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН С РЕЕЧНО-ШИННЫМ ПРИВОДОМ -
 Ножевые задвижки GKG HP
Ножевые задвижки GKG HP -
 СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН
СВОБОДНЫЙ ШАТОВЫЙ СЕГМЕНТНЫЙ ШАРОВОЙ КЛАПАН